Fornitore di parti personalizzate per stampaggio a iniezione
Servizi personalizzati di stampaggio a iniezione di materie plastiche per stampa 3D, prototipi e parti per la produzione di massa.
Ottenere parti in plastica stampate a iniezione personalizzate Entro 1-5 giorni lavorativi, conformi a CE, ROHS, REACH, certificati ISO 9001, IATF 16949 e Dun & Bradstreet. Report DFM e simulazione del flusso di stampo disponibili gratuitamente. PPAP disponibile in base alle esigenze.
Forniamo soluzioni di stampaggio a iniezione personalizzate, dalla progettazione di prototipi alla produzione di piccoli lotti, fino alla produzione su larga scala, e offriamo anche la progettazione e la produzione di accessori metallici per prodotti in plastica. Il nostro stabilimento è dotato di macchine di medie dimensioni (100-500 tonnellate) e di grandi macchine da 500-800 tonnellate, che ci consentono di gestire pezzi di varie dimensioni e complessi.
Produciamo 100000 pezzi al giorno e forniamo servizi completi di stampaggio a iniezione personalizzati. Sia gli stampi in plastica che quelli in metallo sono sviluppati e realizzati internamente.


Perché scegliere i nostri componenti per stampaggio a iniezione
KENENG, azienda cinese specializzata nello stampaggio a iniezione di materie plastiche personalizzate, fornisce ai clienti di tutto il mondo componenti stampati a iniezione di materie plastiche di precisione a prezzi convenienti.
KENENG Possiamo fornire componenti per la prototipazione rapida tramite i nostri stampi per iniezione di plastica e le nostre linee di produzione a iniezione. Per la prototipazione rapida e la produzione di piccoli lotti, possiamo fornire prima campioni 3D, riducendo notevolmente i costi e il ciclo di consegna degli stampi standard.
Rigoroso controllo ambientale e solido processo di verifica: ispezione completa al 100%, con un tasso di superamento superiore al 99%.
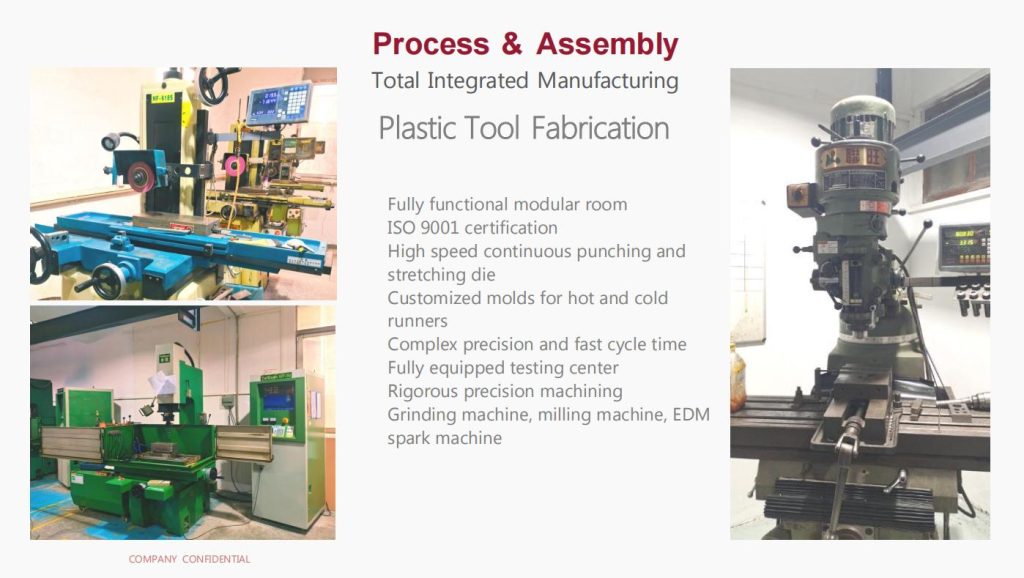
Ambiente di produzione: Area di produzione totale - 10000 metri quadrati, officina di stampaggio a iniezione - 800 metri quadrati, officina di assemblaggio - 800 metri quadrati, sala campioni - 150 metri quadrati, FA - 100 metri quadrati, magazzino - 1500 metri quadrati.
Implementiamo rigorosamente la gestione 7S, un centro di collaudo completamente attrezzato e turni di lavoro 24 ore su 24. Possiamo fornire ai clienti FAI, CPK, PPK, SST, MTC e altri documenti.
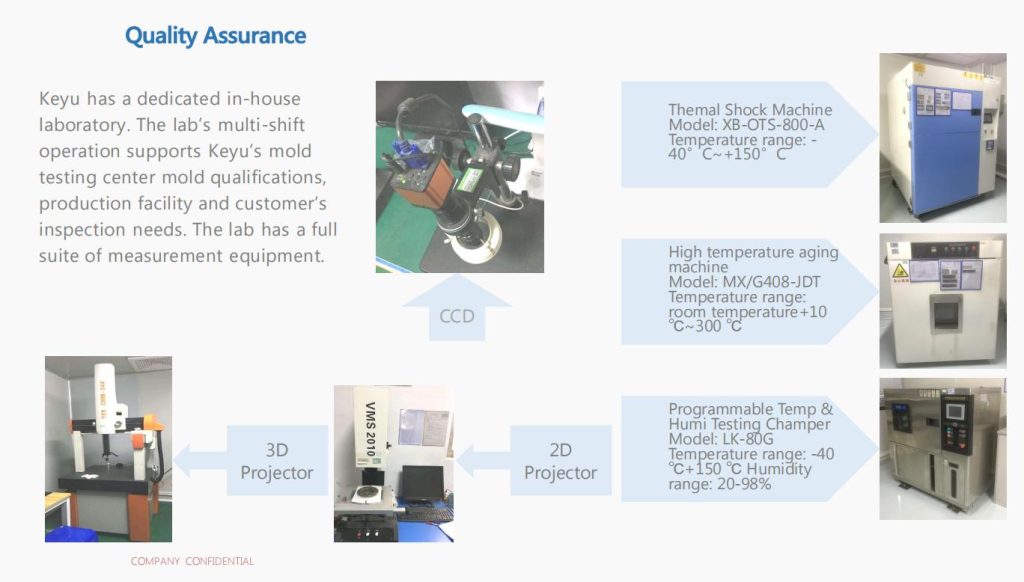
KENENG dispone di un laboratorio interno dedicato. L'attività su più turni del laboratorio supporta le esigenze di test dei clienti. Il laboratorio dispone di una serie completa di strumenti di misura.

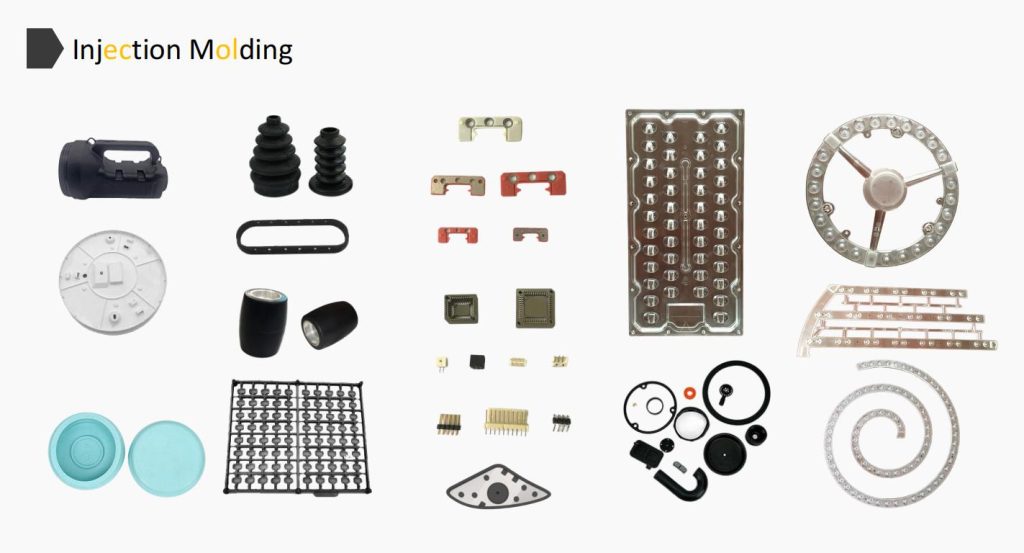
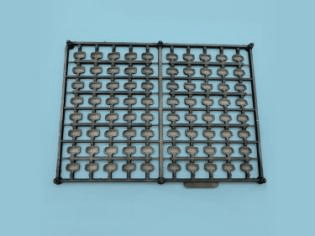
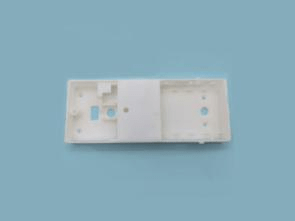
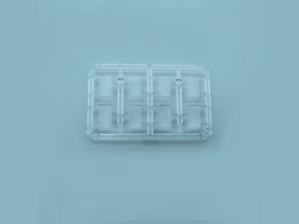
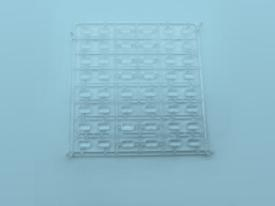
Prodotti di casi di parti stampate a iniezione











Parametri del processo di stampaggio a iniezione
Offriamo soluzioni flessibili per lo stampaggio a iniezione, in grado di gestire ogni aspetto, dalla prototipazione rapida alla produzione su larga scala. Con un'attenzione particolare alla precisione e ai tempi di consegna rapidi, garantiamo componenti in plastica che soddisfano i vostri requisiti personalizzati. I nostri servizi includono anche lavorazioni secondarie per supportare tutte le esigenze del vostro progetto.
| Categoria | A partire da 5 giorni lavorativi; la maggior parte degli ordini viene consegnata entro 15 giorni. |
| Tempi Di Consegna | Pareti da 0.5 mm a 5 mm; inclinazione da 0.5° a 2°: sottosquadri, nervature, rinforzi, bugne. |
| Macchine e tipi di stampi | Macchine da 50T a 1100T; stampi mono/multi-cavità e per famiglie; stampi in acciaio e alluminio. |
| Gamma di dimensioni delle parti | 5x5x5mm to 1200x1000x500mm |
| Tolleranze e precisione | Tolleranza della cavità dello stampo ±0.02 mm; ripetibilità del pezzo ±0.1 mm. |
| Spessore e caratteristiche della parete | Pareti da 0.5 mm a 5 mm; inclinazione da 0.5° a 2°: sottosquadri, nervature, rinforzi, sporgenze. |
| Volumi di produzione | Dal prototipo alla produzione di massa (fino a 100000+ cicli). |
| Operazioni secondarie | Testurizzazione di stampi, tampografia, incisione laser, inserti filettati, assemblaggio. |
Materiali utilizzati per le parti stampate a iniezione
Lo stabilimento KENENG è dotato di macchinari per lo stampaggio a iniezione di materiali termoplastici professionali e all'avanguardia, in grado di offrire ai clienti una gamma completa di servizi personalizzati per vari materiali.
Polietilene

- Il polietilene, abbreviato PE, è una resina termoplastica ottenuta dalla polimerizzazione dell'etilene.
- La resina di polietilene è una polvere o un granulo bianco, inodore e non tossico, dall'aspetto lattiginoso.
- Bassa permeabilità all'acqua ma elevata permeabilità all'aria, non adatto per imballaggi freschi ma adatto per imballaggi a prova di umidità.
- Le proprietà meccaniche sono relativamente generali, la resistenza alla trazione è bassa, ma la resistenza all'impatto è buona.
- La resistenza al calore non è elevata, mentre la resistenza alle basse temperature è buona.
- Bassa perdita dielettrica ed elevata rigidità dielettrica.
- Ha una buona stabilità chimica. È resistente agli acidi, agli alcali e alle soluzioni saline a temperatura ambiente, ma non è resistente agli ossidanti forti come l'acido nitrico concentrato.
- Grazie alla bassa temperatura di lavorazione e alla viscosità moderata, è un tipo di plastica con buone prestazioni di lavorazione.
polipropilene
- Il polipropilene è un polimero ottenuto dalla polimerizzazione additiva del propilene.
- Il polipropilene è un materiale ceroso bianco, dall'aspetto leggero e trasparente.
- Ampiamente utilizzato nella produzione di macchinari e componenti per automobili, dispositivi industriali elettronici ed elettrici, edilizia, agricoltura, industria ittica e alimentare, industria tessile e della stampa e altri settori.
ABS

- Il copolimero di acrilonitrile-butadiene-stirene (ABS) è un materiale polimerico termoplastico caratterizzato da buona tenacità, elevata resistenza e facile lavorabilità.
- Opaco, leggero.
- Elevata resistenza e forte resistenza agli urti.
- Buona stabilità chimica e buone proprietà elettriche.
- Utilizzato principalmente nella produzione di parti antiusura e resistenti all'usura, parti meccaniche generali, parti di trasmissione e parti per telecomunicazioni.
PA

- Con PA si intende generalmente il nylon, la prima fibra sintetica ad apparire al mondo.
- La poliammide presenta le seguenti caratteristiche: atossicità, leggerezza, eccellente resistenza meccanica, buona resistenza all'usura e buona resistenza alla corrosione.
- La poliammide è utilizzata principalmente per le fibre sintetiche e il suo vantaggio più importante è la maggiore resistenza all'abrasione rispetto a tutte le altre fibre.
- Ampiamente utilizzato per sostituire il rame e altri metalli, in vari settori della produzione medica e di maglieria.
Polistirolo
- Il polistirene è un materiale termoplastico incolore e trasparente.
- La comune resina di polistirene è composta da particelle inodori, atossiche, incolori e trasparenti ed è un materiale fragile simile al vetro. I suoi prodotti presentano un'altissima trasparenza e la trasmissione della luce può superare il 90%.
- Buone prestazioni di isolamento elettrico, facile da colorare, buona fluidità di lavorazione e buona rigidità.
- Buona resistenza alla corrosione, scarsa resistenza all'ossidazione, scarsa resistenza ai solventi.
- Viene spesso utilizzato per realizzare vari contenitori monouso o contenitori monouso in polistirolo per il pranzo, che devono resistere alla temperatura dell'acqua bollente.
Altri materiali
Per altri materiali potete contattarci per la personalizzazione.
Principali tipi di stampaggio a iniezione
Iniezione di gomma
Il metodo di stampaggio che consiste nell'iniettare il materiale in gomma direttamente dal cilindro nel modello per la vulcanizzazione è chiamato metodo di iniezione della gomma. I vantaggi dello stampaggio a iniezione della gomma sono i cicli di stampaggio brevi, i processi semplici, l'elevata efficienza produttiva, la bassa intensità di manodopera e l'eccellente qualità del prodotto.
Iniezione plastica
La plastica fusa viene iniettata nello stampo sotto pressione e, dopo il raffreddamento e lo stampaggio, le varie parti in plastica formate vengono chiamate stampaggio a iniezione di plastica. Le materie plastiche più comunemente utilizzate sono ABS, PA, polietilene, polipropilene, polistirene, ecc.
Officina e fabbrica per la produzione di parti stampate a iniezione