Quali sono i metodi di fissaggio delle viti flangiate?
Vite flangiata è costituito principalmente da testa esagonale, piastra flangiata e stelo della vite, che deve essere abbinato con noci tritate, utilizzato per fissare e collegare due parti mediante fori passanti. Viti e bulloni flangiati sono ampiamente utilizzati nei ponti autostradali e ferroviari, nonché nelle costruzioni industriali e civili, nelle gru, negli escavatori e in altri macchinari pesanti.
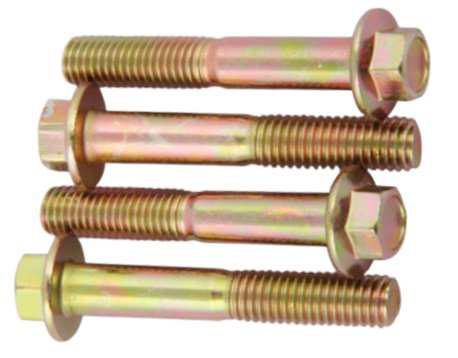
Viti flangiate comunemente utilizzate
Ci sono due tipi di bulloni flangiati esagonali, uno è piatto e l'altro è concavo. La superficie è bianca, verde militare, gialla e mai ruggine dacromet. Esistono anche due tipi di fondo piatto e fondo dentato. La piastra dentata svolge una funzione antiscivolo. In base alla modalità di sollecitazione della connessione, si possono distinguere fori ordinari e fori alesati. Dopo l'installazione, l'asta è dotata di fori che impediscono al bullone di allentarsi quando sottoposto a vibrazioni. Alcuni bullone flangiatots non hanno filo e la barra lucidata dovrebbe essere resa sottile, il che si chiama bullone flangiato a barra sottile. Questo tipo di bullone flangiato è conduttivo per la connessione sottoposta a forza variabile. Ci sono speciali bulloni ad alta resistenza sulla struttura in acciaio. La testa sarà più grande e anche le dimensioni cambieranno.

Classificazione dei materiali delle viti flangiate
Acciaio ad alto tenore di carbonio con contenuto di carbonio >0.45%
Questo materiale per bulloni con flangia esagonale non è attualmente utilizzato sul mercato.
Acciaio al carbonio medio con 0.25% contenuto di carbonio
Usato per vite a testa esagonale, I materiali in acciaio al carbonio medio sono denominati 1035, CH38F, 1039, 40ACR, ecc. Utilizzati principalmente per dadi di grado 8, bulloni di grado 8.8 e prodotti con esagono incassato di grado 8.8.
Acciaio a basso tenore di carbonio con contenuto di carboniot ≤ 0.25%
Viene anche chiamato acciaio 1008, 1015, 1018, 1022. Viene utilizzato principalmente per bulloni di grado 4.8, dadi di grado 4, piccole viti e altri prodotti senza requisiti di durezza.
Acciaio legato
Migliori bulloni flangiati esagonali sono realizzati principalmente in lega di acciaio al cromo-molibdeno SCM435 e i componenti principali sono C, Si, Mn, P, S, Cr e Mo.

Fissaggio Metodos And Requirements Of Flange Sequipaggi
La chiave ad anello senza torsione o chiave a martello
È applicabile al fissaggio di flange di apparecchiature generali e di condotte e viene selezionato in base alla dimensione della vite e al grado di pressione della flangia.
I requisiti di fissaggio sono i seguenti
1. Stringere manualmente la vite di fissaggio, quindi inserire le altre viti prigioniere e stringerle per bilanciare il carico, assicurandosi che almeno due filettature siano esposte a ciascuna estremità del dado.
2. In base all'attrezzatura e alla flangia in loco, il numero di volte di serraggio e il carico di percussione per ogni serraggio devono essere determinati ragionevolmente. Il carico di percussione deve essere aumentato gradualmente, da piccolo a grande. Il carico non può essere caricato troppo velocemente o troppo grande e la guarnizione del rondella avrà esito negativo.
3. La sequenza di ogni serraggio della chiave ad anello senza torsione o della chiave a martello
- Serrare le due viti diametralmente opposte fino alla forza di percussione impostata sulla vite.
- Stringere un altro paio di viti a circa 90 gradi di distanza dalle due viti precedenti lungo la circonferenza.
- Continuare a stringere fino a quando tutte le altre viti non saranno serrate al carico di percussione specificato
4. Infine, serrare tutte le viti in senso orario o antiorario in base al carico di percussione del 100%.

Chiave di coppia
È adatto per apparecchiature importanti e flange di tubi che sono sottoposte ad alta temperatura e pressione, infiammabili ed esplosive.
I requisiti di fissaggio sono i seguenti
1. L'unità di manutenzione deve formulare un piano di fissaggio, stabilire una coppia idonea ed effettuare una revisione del progetto in base alla resistenza della vite, alla pressione specifica di tenuta iniziale della rondella, alla pressione specifica di tenuta di lavoro, alla pressione media e ad altri parametri, per impedire la frattura della vite e la perdita di elasticità della rondella a causa di una forza di compressione eccessiva che porta alla rottura della guarnizione.
2. Stringere manualmente la vite di fissaggio, quindi inserire le altre viti prigioniere e stringerle per bilanciare il carico, assicurandosi che almeno due filettature siano esposte a ciascuna estremità del dado.
3. In base all'attrezzatura e alla flangia in loco, i tempi di serraggio e la coppia di serraggio devono essere ragionevolmente formulati in base al calcolo del serraggio di un cerchio. La coppia di serraggio deve essere aumentata gradualmente, partendo da piccola. Il carico non deve essere caricato troppo velocemente o in quantità eccessiva per evitare guasti alla guarnizione della rondella.
4. La sequenza di serraggio della chiave dinamometrica ogni volta
- UN. Serrare le due viti diametralmente opposte alla coppia di serraggio impostata per le viti
- B. Stringere un altro paio di viti a circa 90 gradi di distanza dalle due viti precedenti lungo la circonferenza. Continuare a stringere finché tutte le altre viti non saranno serrate alla coppia specificata.
5. Infine, serrare tutte le viti in senso orario o antiorario fino a raggiungere una coppia del 100%.
6. Registrare il valore della coppia per la manutenzione futura.
Tenditore a vite
È applicabile ad apparecchiature importanti e flange di tubazioni che sono soggette ad alta temperatura e pressione, infiammabili ed esplosive.
I requisiti di fissaggio sono i seguenti:
1. L'unità di manutenzione deve formulare il piano di fissaggio, stabilire la forza di allungamento appropriata ed eseguire la revisione del progetto in base alla resistenza della vite, alla pressione specifica di tenuta iniziale della rondella, alla pressione specifica di tenuta di lavoro, alla pressione media e ad altri parametri, per impedire la frattura della vite e la perdita di elasticità della rondella a causa dell'eccessiva forza di compressione che porta alla rottura della guarnizione.
2. Quando l'allungatore per viti allunga e stringe le viti, deve allungare e stringere le viti secondo il principio di uniformità del serraggio delle viti e la sequenza di serraggio della chiave dinamometrica.
3. Durante il processo di trazione e serraggio dell'allungatore a vite, il numero di volte di trazione e serraggio deve essere determinato in modo ragionevole e la pressione deve essere aumentata uniformemente da piccola a grande nell'ordine. Quando si aumenta la pressione, la pressione deve essere stabilizzata e poi aumentata, in modo da evitare un'eccessiva tensione d'impatto e compromettere l'effetto di pre-serraggio della vite.
4. Registrare il valore di pressurizzazione per future manutenzioni.