Estamparia de metal quente vs. fria: como escolher o método certo?
Processo de estampagem de metal é usado em vários setores para produzir peças com precisão, velocidade e repetibilidade. Envolve moldar chapas de metal em formatos desejados usando matrizes e prensas. Duas categorias principais definem como a estampagem de metal é executada, incluindo estampagem a quente e estampagem a frio. Embora tenham objetivos semelhantes, os processos, vantagens e aplicações de cada um diferem significativamente. Entender essas diferenças é essencial para selecionar o método apropriado para uma necessidade específica de fabricação.
Conteúdo
O Quê is Estampagem de metal quente
Estamparia de metal a quente, também conhecida como conformação a quente ou endurecimento por prensagem, é um processo de conformação de metal no qual o aço é aquecido a temperaturas muito altas, normalmente acima de 900 °C, antes de ser moldado em uma matriz e resfriado rapidamente. O calor torna o metal maleável, permitindo a formação de componentes complexos e de alta resistência que seriam difíceis ou impossíveis de produzir usando técnicas de estampagem a frio. Após a moldagem, o metal é temperado na matriz, transformando sua microestrutura e aumentando significativamente sua resistência.
Esse processo é amplamente utilizado em indústrias como a automotiva, onde componentes leves e resistentes a colisões, como colunas B, trilhos de teto e reforços de para-choques, são essenciais para atender aos padrões de segurança e eficiência de combustível.

Como funciona
- Preparação em branco:O processo começa com o corte de chapas metálicas planas (geralmente aço ao boro) em formatos específicos chamados blanks. Esses espaços em branco são adaptados para se ajustarem ao design do componente final.
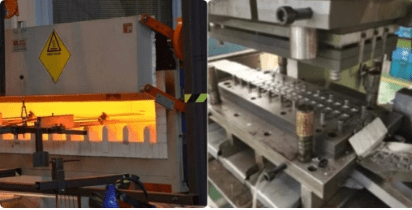
- Aquecendo o Blank:Os blanks são colocados em um forno e aquecidos uniformemente acima de sua temperatura de austenitização, normalmente em torno de 900°C. Nesse estágio, o aço se torna macio e dúctil, permitindo que ele seja moldado sem rachar.
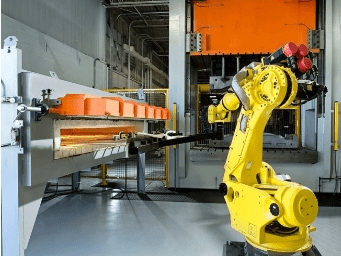
- Transferindo para a Imprensa:Uma vez atingida a temperatura desejada, a peça bruta aquecida é transferida rapidamente para a prensa de estampagem usando braços robóticos ou manipuladores resistentes ao calor para evitar perda significativa de calor.
- Conformação e têmpera:A peça bruta é prensada em uma matriz endurecida que molda o componente. A matriz é equipada com canais de resfriamento internos que resfriam rapidamente a peça formada enquanto ela ainda mantém seu formato. Essa têmpera bloqueia uma nova microestrutura chamada martensita, que aumenta significativamente a dureza e a resistência da peça.
- Corte e acabamento:Após a formação, o componente pode passar por cortes, perfurações ou tratamentos de superfície para remover o excesso de material e prepará-lo para montagem ou revestimento. Em alguns casos, revestimentos protetores podem ser aplicados para resistir à corrosão.
Principais Vantagens
- Saída de alta resistência: Produz peças de aço de ultra-alta resistência com resistências à tração frequentemente superiores a 1,500 MPa.
- Capacidade de Geometria Complexay: Permite a formação de estampagens profundas, ângulos agudos e formas complexas sem rachaduras.
- estabilidade dimensional: Reduz o retorno elástico após a conformação, resultando em formas precisas.
- Redução de peso: Permite o uso de materiais mais finos para resistência equivalente ou melhor, melhorando a eficiência de combustível em aplicações automotivas.
- Desempenho de travamento aprimorado: Ideal para componentes que devem absorver e redirecionar forças de impacto em colisões.
Limitações
- Alto consumo de energia: Requer fornos de aquecimento, que consomem quantidades consideráveis de energia e aumentam os custos operacionais.
- Tempos de ciclo mais longos: As fases de aquecimento e resfriamento reduzem a produção em comparação à estampagem a frio.
- Complexidade e custo das ferramentas: Estamparia de metal dies devem suportar altas temperaturas e ser integrados com canais de resfriamento, o que leva a custos de ferramentas mais altos.
- Oxidação de Superfície: O aquecimento pode causar formação de incrustações (oxidação) na superfície do metal, o que pode afetar a qualidade da superfície e exigir processos adicionais de limpeza ou revestimento.
- Limitação de Materiaiss: Adequado principalmente para aço ao boro e uma gama limitada de ligas capazes de passar por transformação térmica e têmpera.
- Requisitos de infraestrutura: Requer fornos especializados, sistemas de têmpera e mecanismos de controle de temperatura, o que o torna um processo de capital intensivo.
O que é a Estampagem de metal frio
A estampagem a frio de metal é um processo de fabricação que envolve moldar chapas de metal em temperatura ambiente ou próxima a ela, usando prensas e matrizes mecânicas ou hidráulicas de alta velocidade. Ao contrário da estampagem a quente, esse método não exige que o metal seja pré-aquecido, o que o torna mais eficiente em termos de energia e adequado para produção em alto volume de componentes leves e precisos.
Esse processo é amplamente utilizado em indústrias como eletrônica, automotiva, aeroespacial, eletrodomésticos e bens de consumo, onde as peças geralmente precisam ser produzidas com tolerâncias rigorosas, acabamentos de superfície suaves e alta repetibilidade.
Como Isso Obras
Na estampagem a frio, uma peça metálica em bruto (geralmente em forma de bobina ou folha) é alimentada em uma prensa de estampagem, onde é moldada por meio de várias operações, como:
- Supressão: cortar uma forma específica de uma folha.
- perfurante: criar buracos ou ranhuras.
- Dobrar: formando ângulos ou curvas.
- desenho: esticando o metal para uma forma mais profunda.
Cada operação é realizada usando matrizes que correspondem à geometria da peça desejada, permitindo a produção rápida de componentes consistentes.

Principais Vantagens
- Eficiência energética: Não há necessidade de fornos de alta temperatura ou sistemas de têmpera.
- Alta Velocidade de Produção: Suporta produção contínua com tempos de ciclo curtos.
- Excelente precisão dimensional: Produz peças com tolerâncias estreitas e retorno elástico mínimo.
- Bom acabamento superficial: Mantém superfícies limpas e lisas que podem não exigir processamento secundário.
- Custos mais baixos de ferramentas: As matrizes são menos complexas e menos caras do que aquelas usadas na estampagem a quente.
- Variedade de materiais: Compatível com uma ampla variedade de metais, incluindo aço, alumínio, cobre e latão.
Limitações
- Formabilidade limitada:Os metais são menos dúcteis à temperatura ambiente, o que pode causar rachaduras ou rasgos durante modelagens complexas.
- Tensões residuais: Pode causar empenamento ou retorno elástico em alguns materiais.
- Requisitos de materiais mais espessos:Para evitar deformações ou rachaduras, a estampagem a frio geralmente usa chapas mais grossas em comparação à estampagem a quente.
- Limites de dureza do material:Aços de alta resistência podem ser muito duros para serem conformados sem desgaste excessivo da ferramenta ou falha da peça.
- Ruído e vibração: Prensas de alta velocidade podem gerar ruído e estresse mecânico significativos, exigindo medidas de segurança e controle de vibração.

Comparação entre estampagem a quente e a frio
Este gráfico de comparação destaca as principais diferenças entre estampagem de metal quente e frio
| Aspecto | Estampagem de metal quente | Estampagem de metal frio |
| Temperatura de formação | Alta temperatura (tipicamente 900–950°C) | Temperatura do quarto |
| Conformabilidade do material | Excelente – permite a formação de formas complexas e profundamente estampadas | Limitado – risco de rachaduras ou rasgos com formas complexas |
| Resistência do material após a conformação | Muito alto – produz peças de ultra-alta resistência (por exemplo, estrutura martensítica) | Moderado – a resistência depende do material utilizado e do endurecimento por trabalho |
| Requisitos de ferramentas | Requer matrizes resistentes ao calor e resfriadas a água | Matrizes padrão – menos complexas e de menor custo |
| Consumo de energia | Alto – necessita de fornos e sistemas de controle de temperatura | Baixo – não requer aquecimento |
| Tempo de Ciclo | Mais lento – devido às etapas de aquecimento e resfriamento | Mais rápido – adequado para produção de alta velocidade |
| Precisão e tolerância | Bom – retorno elástico mínimo após a têmpera | Excelente – tolerâncias precisas com boa precisão dimensional |
| Custo de produção | Mais alto – devido ao uso de energia e configuração complexa | Inferior – econômico para grandes volumes |
Principais fatores a serem considerados na escolha entre estampagem a quente e a frio
Escolher entre estampagem de metal a quente ou a frio envolve mais do que simplesmente selecionar uma temperatura de formação. Os fabricantes devem considerar diversas variáveis que influenciam a funcionalidade da peça, a eficiência da produção e o custo geral.
Propriedades do material e requisitos de resistência
Se o componente tiver que suportar estresse ou impacto extremos, como em áreas de colisão automotiva, a estampagem a quente geralmente é o método preferido. Ela produz aço de ultra-alta resistência aquecendo e resfriando rapidamente o material. A estampagem a frio, embora capaz de um leve endurecimento por trabalho, geralmente produz componentes com resistência moderada, adequados para aplicações menos exigentes.
Complexidade da Geometria da Peça
A estampagem a quente permite formas mais complexas e estampagens profundas devido à ductilidade melhorada do material em altas temperaturas. Isto é ideal para Estamparia de metal peças com contornos intrincados ou canais de reforço. A estampagem a frio tem complexidade de forma mais limitada e é mais adequada para geometrias mais planas e simples, com tolerâncias apertadas.
Requisitos de acabamento de superfície
Para Estamparia de metal componentes que requerem um acabamento de superfície limpo e preciso, como aqueles usados em eletrônicos ou peças de eletrodomésticos visíveis, a estampagem a frio é superior. Ela proporciona uma superfície mais lisa, sem a oxidação ou incrustação frequentemente associadas à conformação a quente, que pode exigir pós-processamento.
Volume e velocidade de produção
A estampagem a frio é normalmente o método escolhido para produção de alto volume e retorno rápido devido aos seus tempos de ciclo mais curtos e configuração mais simples. Por outro lado, a estampagem a quente exige tempo adicional de aquecimento e resfriamento, o que a torna mais lenta e consome mais energia, embora muitas vezes seja justificada para aplicações especializadas.
Consumo e custo de energia
A estampagem a frio geralmente é mais eficiente em termos de energia e custo-benefício em termos de operação, especialmente na produção de grandes quantidades. A estampagem a quente envolve maior consumo de energia, ferramentas mais duráveis e equipamentos de manuseio adicionais, o que pode aumentar os custos iniciais e de longo prazo.
Ferramentas e Equipamentos
A estampagem a quente exige matrizes especializadas e ferramentas resistentes à temperatura, geralmente com sistemas de resfriamento integrados. A estampagem a frio utiliza matrizes mais padronizadas e acessíveis, facilitando a adaptação ou troca de ferramentas durante as execuções de produção.
Controle de Precisão Dimensional e Tolerância
Para peças que exigem alta precisão dimensional, a estampagem a frio geralmente oferece melhores resultados devido à distorção térmica mínima. No entanto, a estampagem a quente ainda pode atingir tolerâncias consistentes graças à eliminação do retorno elástico por meio de têmpera rápida.

Requisitos da indústria de uso final
A escolha geralmente é determinada pela indústria:
- Peças de segurança automotivas normalmente exigem estampagem de metal quente para maior resistência.
- Eletrônicos de consumo ou componentes leves se beneficiam mais da velocidade e do acabamento da estampagem a frio em metal.
Resumo
A estampagem de metal quente oferece resistência e conformabilidade superiores para aplicações exigentes, enquanto a estampagem de metal frio se destaca em precisão, velocidade e custo-benefício. A escolha entre estampagem de metal a quente e a frio deve ser baseada em uma análise cuidadosa dos requisitos de desempenho do produto, complexidade do projeto, expectativas de volume, orçamento, etc., para que os fabricantes possam tomar decisões informadas que respaldem tanto a integridade do produto quanto a economia da produção.