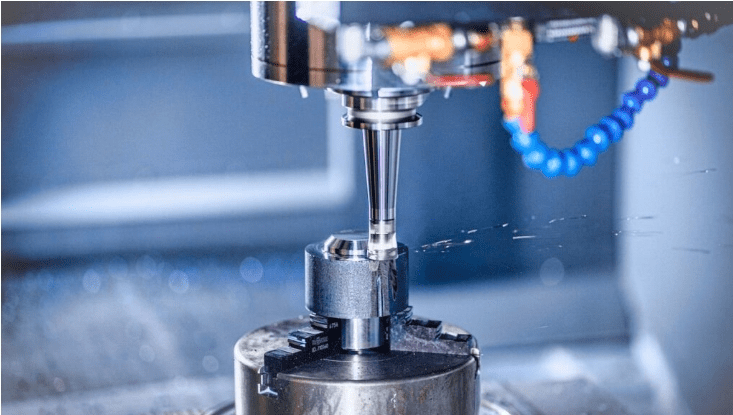
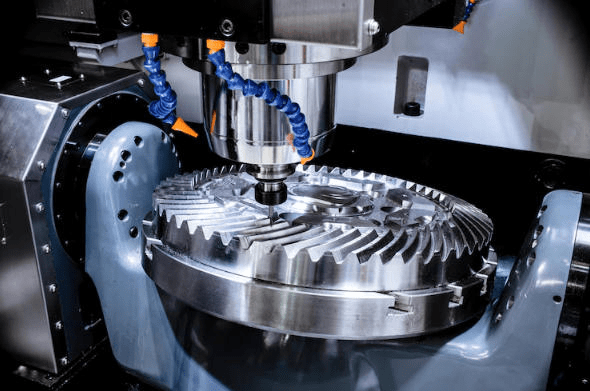
Como produzir peças CNC para aplicações com tolerâncias rigorosas?
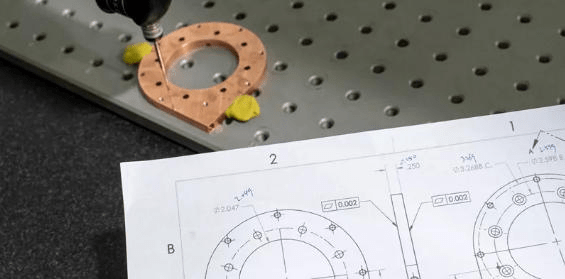
A usinagem CNC serve como um método de fabricação crítico para aplicações de alta precisão, como nas indústrias aeroespacial, de dispositivos médicos, automotiva, de semicondutores, etc., para produzir componentes com requisitos de precisão rigorosos. As dimensões exatas das peças usinadas por CNC devem ser alcançadas por meio de medições em nível micrométrico para garantir seu desempenho operacional e seguro. A combinação de sistemas de controle avançados, ferramentas de alta qualidade e processos otimizados permite Peças CNC para atingir esse nível preciso de exatidão.

Conteúdo
Entendendo as tolerâncias rigorosas em CNC Peças
Tolerância rigorosa Peças CNC Refere-se ao processo de produção que cria peças com mínimas variações dimensionais em relação às medidas especificadas. As aplicações dessa tecnologia exigem especificações de tolerância exatas, pois qualquer pequeno erro de medição resultará em falha do sistema, diminuição da eficiência operacional e aumento dos riscos à segurança.
O processo para alcançar resultados de alta precisão exige tanto máquinas CNC avançadas quanto um profundo conhecimento das propriedades dos materiais, dos fatores ambientais e das técnicas de usinagem. Para obter resultados consistentes, é necessário controlar todos os elementos, como a expansão térmica, a deflexão da ferramenta e a vibração da máquina.
Principais fatores que afetam a tolerância rigorosa em peças usinadas por CNC
Este gráfico fornece uma visão geral estruturada de como diferentes fatores influenciam a capacidade de alcançar e manter tolerâncias rigorosas na usinagem CNC.
| Fator | Descrição | Impacto na Tolerância |
| Precisão da máquina-ferramenta | Precisão e rigidez da estrutura e dos componentes da máquina CNC | Determina diretamente a precisão dimensional alcançável. |
| Qualidade de ferramentas e Desgaste | Condição, material e afiação das ferramentas de corte | Ferramentas desgastadas causam desvios dimensionais e acabamento superficial ruim. |
| Propriedades materiais | Dureza, elasticidade e comportamento térmico do material da peça de trabalho | Afeta a deformação, as forças de corte e a estabilidade. |
| Efeitos térmicos | Calor gerado durante a usinagem e flutuações da temperatura ambiental | Provoca a expansão/contração da máquina e da peça de trabalho. |
| Fixação e Fixação de trabalho | Estabilidade e rigidez da forma como a peça é fixada durante a usinagem. | Uma fixação inadequada leva à vibração e ao desalinhamento. |
| Programação CNC | Precisão dos percursos das ferramentas e estratégias de usinagem | Uma programação inadequada introduz erros geométricos e dimensionais. |
| Vibração da Máquina | Vibrações provenientes do funcionamento da máquina ou de fontes externas. | Causa vibrações, afetando o acabamento da superfície e as dimensões. |
| Parâmetros de corte | Velocidade, taxa de avanço e profundidade de corte | Parâmetros incorretos aumentam o desgaste da ferramenta e o erro dimensional. |
| Habilidade do Operador | Experiência e conhecimento técnico do operador de máquinas | O erro humano pode afetar a consistência da configuração e do processo. |
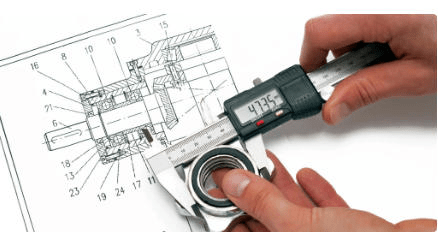
| Medição e Inspeção | Precisão das ferramentas de inspeção e dos sistemas de medição em processo | Medições imprecisas levam a desvios não detectados. |
Técnicas Avançadas para Produtor Peças CNC em espaços reduzidostAplicações de tolerância
Aplicações com tolerâncias rigorosas nas áreas aeroespacial, de dispositivos médicos, óptica e fabricação de semicondutores exigem peças usinadas por CNC que atendam a requisitos dimensionais e de acabamento superficial exigentes. Para atingir esse nível de precisão, os fabricantes devem adotar técnicas de usinagem avançadas que vão além das práticas convencionais, integrando tecnologias de ponta, processos otimizados e sistemas de controle inteligentes.
1. Alto-sUsinagem rápida
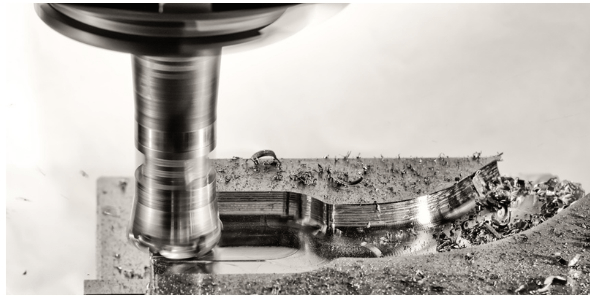
Usinagem de alta velocidade As técnicas de usinagem de alta velocidade começaram a ganhar destaque. Quando altas velocidades são empregadas, é possível obter alta precisão e qualidade de acabamento superficial, pois as forças de corte diminuem, e velocidades de corte mais baixas resultam em menor geração de calor e menor desgaste da ferramenta. A análise mecânica tradicional do processo de usinagem já não é considerada suficiente para melhorar o desempenho – daí a presença de técnicas de usinagem de alta velocidade empregadas em condições de trabalho extremamente rápidas.
Uma das principais vantagens do HSM é a ação de corte mais suave que proporciona. Um benefício muito importante desse mecanismo é a consequente melhoria na qualidade da superfície. Além disso, elimina a necessidade de transporte para processos secundários. Em geral, esse mecanismo é mais útil quando aplicado à usinagem de componentes de paredes finas ou delicados, onde a força (sem a qual a usinagem não pode ocorrer) tende a deformar as peças de maneira irregular.
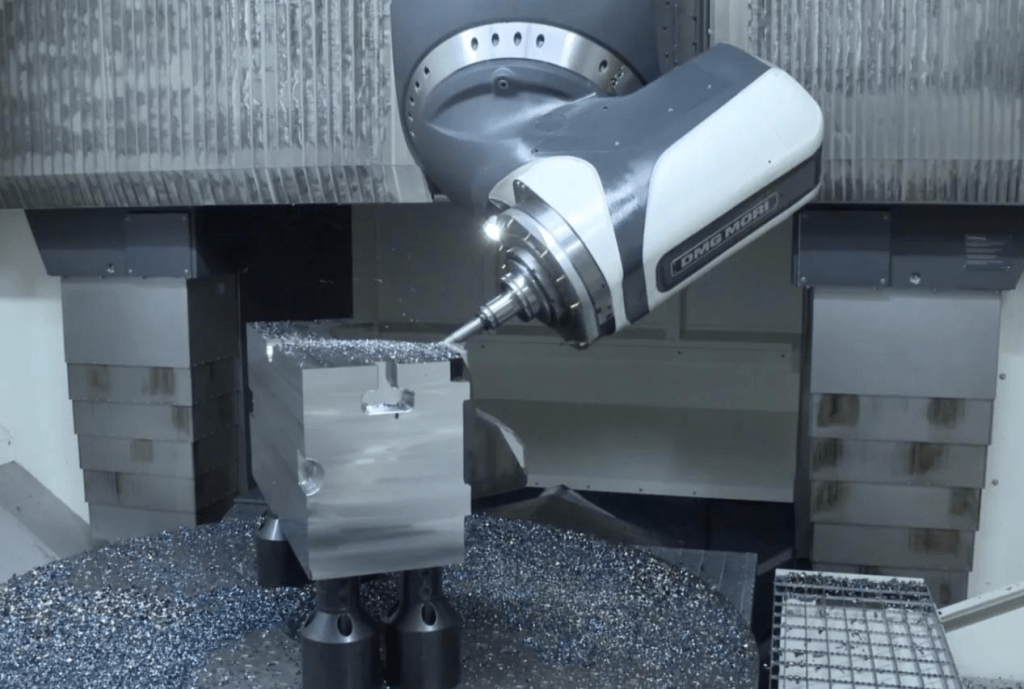
2. Usinagem Multieixos
Usinagem multieixos desenvolvida com fresagem CNC; notavelmente a 5 eixos CNC usinagem Capacidade que garante a fabricação de geometrias complexas em uma única configuração. Através desse processo de usinagem, elimina-se um grande número de distorções resultantes do reposicionamento das peças, bem como o erro comum de alinhamento da trama.
Como resultado da multi-eixo CNC usinagemA estreita cooperação entre a ferramenta de corte e a peça de trabalho resulta em precisão geométrica em todos os detalhes complexos e garante consistência nas tolerâncias. Dentre esses benefícios, destacam-se as inúmeras oportunidades de otimização da usinagem por meio do alinhamento correto da ferramenta de corte. Esse aspecto positivo da usinagem minimiza o desgaste da ferramenta e melhora a integridade da superfície.
3. Estratégias de trajetória de ferramenta adaptativas
O software CAM avançado permite o uso de CNC trajetórias de ferramentas que respondem de forma adaptativa às mudanças no processo graças ao feedback online. Uma estratégia inteligente envolve manter um engajamento lateral constante e alcançar forças de corte quase constantes para minimizar perturbações e imprecisões durante a usinagem.
Assim, as técnicas adaptativas têm sido combinadas com sucesso com as estratégias de otimização da vida útil da ferramenta Give Your Tool (GYT) IDEAL no sistema, resultando, em regra, em uma extensão significativa da vida útil da ferramenta, otimização da vida útil da ferramenta, melhor acabamento superficial e precisão consistente na fabricação de peças complexas ou de alta precisão. Exemplos de estratégias adaptativas que funcionam bem são a fresagem trocoidal e o método de carga de cavacos constante.
4. Medição em processo e feedback em tempo real
As máquinas CNC podem ser equipadas com sistemas de medição em processo para monitoramento e ajuste em tempo real das operações de usinagem. Ciclos de apalpamento, sistemas de medição a laser ou sensores de contato podem ser empregados para monitorar desvios da ferramenta e da peça e para emitir alertas durante a usinagem.
Além disso, ao poder contar com a compensação automática do desgaste da ferramenta, da expansão térmica ou de pequenas imprecisões, grande parte desses fatores estará dentro da tolerância e não exigirá intervenção manual. Essa abordagem também resulta em uma redução das taxas de refugo e melhora a confiabilidade geral do processo.
5. Técnicas de Controle e Compensação Térmica
A variação de temperatura é a principal preocupação em operações de usinagem com tolerâncias rigorosas. Técnicas avançadas têm contribuído para o gerenciamento e a compensação do impacto térmico.
Máquinas-ferramenta equipadas com sensores térmicos e algoritmos de compensação podem ser configuradas para ajustar seu posicionamento conforme necessário, a fim de eliminar a expansão térmica. Manter um ambiente de oficina com temperatura controlada, juntamente com o uso de um sistema de refrigeração com temperatura controlada, ajudará a reduzir as distorções térmicas, tanto na máquina quanto na peça de trabalho.
6. Soluções de Fixação e Dispositivos de Precisão
A fixação personalizada auxilia na manutenção da estabilidade da peça durante a usinagem; portanto, sua necessidade é crucial. Dispositivos de fixação a vácuo, grampos hidráulicos e sistemas de fixação de ponto zero garantem um posicionamento altamente repetível, minimizam a vibração e são ideais para esses sistemas (plural). Os sistemas são ainda mais cruciais para o sucesso de componentes com paredes finas ou em condições mais rígidas, onde até mesmo pequenos movimentos podem comprometer a precisão dimensional. Outra vantagem importante é que a fixação adequada reduz o tempo de preparação e aumenta a repetibilidade do desempenho.
7. Monitoramento de ferramentas e manutenção preditiva
As tecnologias de monitoramento de ferramentas são parte integrante dos centros de usinagem CNC., auxiliando na transmissão de informações em tempo real sobre a condição da ferramenta. Diversos sensores são utilizados para monitorar a ferramenta em funcionamento, seguindo regras definidas com inúmeros avisos e alarmes. O monitoramento em tempo real das forças ou amplitudes de corte é possível através da avaliação dos dados desses sensores, enquanto observadores vinculados a parâmetros selecionados permitem a análise de informações específicas.
A manutenção preditiva baseada em dados disponíveis prevê quando determinadas peças devem ser substituídas, de modo que suas falhas sejam controladas e a qualidade da usinagem permaneça consistente. Essa política de manutenção não apenas melhorou o controle de tolerância, mas também minimizou o tempo de inatividade e reduziu os custos operacionais.
8. Tecnologias Avançadas de Ferramentas de Corte
Este gráfico resume os pontos mais importantes. tecnologias avançadas de ferramentas de corte que permitem aos fabricantes alcançar e manter tolerâncias rigorosas em peças usinadas por CNC.
| Tecnologia de ferramentas | Descrição | Principais Vantagens | Aplicações típicas |
| Ferramentas de corte de metal duro | Ferramentas fabricadas em carboneto de tungstênio com alta dureza e resistência ao desgaste. | Excelente rigidez, alta precisão, longa vida útil da ferramenta. | Usinagem de precisão em geral, peças aeroespaciais e automotivas |
| Ferramentas de diamante policristalino (PCD) | Ferramentas com partículas de diamante sinterizadas juntas | Alta resistência ao desgaste, acabamento superficial superior | Materiais não ferrosos, compósitos, ligas de alumínio |
| Ferramentas de nitreto de boro cúbico (CBN) | Ferramentas superduras, perdendo apenas para o diamante. | Ideal para materiais duros, mantém o fio mesmo em altas temperaturas. | Aços endurecidos, acabamento de alta precisão |
| Ferramentas de corte revestidas | Ferramentas revestidas com TiN, TiAlN, DLC ou revestimentos similares. | Menor atrito, maior resistência ao calor, vida útil prolongada da ferramenta | Usinagem de alta velocidade, materiais agressivos |
| Ferramentas de carboneto de microgrão | Ferramentas de metal duro com estrutura de grãos mais fina. | Maior resistência e retenção de fio. | Usinagem em microescala, componentes pequenos e complexos. |
| Ferramentas de corte de cerâmica | Ferramentas fabricadas com materiais cerâmicos avançados | Alta resistência, adequada para cortes em alta velocidade. | Ferro fundido, superligas, operações de acabamento |
| Ferramentas com revestimento de diamante | Ferramentas de metal duro revestidas com uma fina camada de diamante | Combina a resistência do carboneto com a dureza do diamante. | Materiais abrasivos, compósitos, usinagem de grafite |
| Fresas de topo de alto desempenho | Geometrias especializadas projetadas para evacuação eficiente de cavacos. | Estabilidade aprimorada, vibração reduzida, melhor qualidade de superfície. | Geometrias complexas, fresagem com tolerâncias rigorosas |
| Ferramentas de hélice variável/passo variável | Ferramentas projetadas para reduzir a vibração harmônica | Vibração minimizada, precisão dimensional aprimorada | Usinagem de precisão, componentes de paredes finas |
| Sistemas de monitoramento da condição das ferramentas | Sensores integrados aos sistemas de ferramentas para monitorar o desgaste e o desempenho. | Feedback em tempo real, risco reduzido de falha da ferramenta | Sistemas CNC automatizados, produção de precisão em alto volume |
9. Automação e Integração Digital
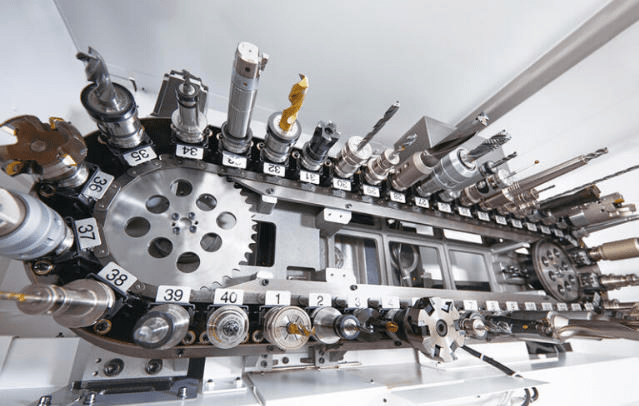
A automação resultou na transformação inicial da usinagem CNC, padronizando todos os processos e eliminando erros humanos. Carregadores robóticos, trocadores automáticos de ferramentas e sistemas de paletização ampliaram as áreas de produção que exigem mínima intervenção humana.
A tendência tecnológica da integração digital, incluindo o uso de tecnologias da Internet Industrial das Coisas (IIoT), permite que as máquinas se comuniquem e compartilhem dados em tempo real. Isso possibilita que o sistema aprimore os métodos de monitoramento de processos e análise de dados, otimizando-os para garantir um controle preciso dos processos de uma produção para a seguinte.
10. Técnicas de Acabamento de Superfície e Microusinagem
A obtenção do necessário acabamento de superfície de peças de usinagem CNC Em aplicações de precisão, a definição das dimensões exatas deve ser tão importante quanto a finalização do acabamento. Brunimento, retificação, lapidação e polimento são serviços secundários que visam aprimorar o acabamento da superfície do material.
Métodos minimamente invasivos empregados na microusinagem, como a micromecanização e a eletroerosão (EDM), são úteis para o corte de fases e detalhes minúsculos. Essas metodologias permitem a execução mais precisa e detalhada possível, em escala micrométrica, para componentes médicos e eletrônicos.

Desafios em Produtor Peças CNC para espaços reduzidostAplicações de tolerância
Este gráfico resume os principais obstáculos que os fabricantes enfrentam ao produzir alta precisão personalizado CNC usinagem peças para aplicações com tolerâncias rigorosas e as estratégias correspondentes para abordá-las de forma eficaz.
| Desafio | Descrição | Impacto na fabricação | Estratégias de mitigação |
| Limitações da Máquina | Limitações inerentes de precisão das máquinas CNC e desgaste ao longo do tempo. | Dificuldade em manter tolerâncias extremamente rigorosas | Calibração regular, uso de máquinas de alta precisão, sistemas de compensação térmica |
| Desgaste e Quebra da Ferramenta | Degradação gradual ou falha repentina das ferramentas de corte | Desvio dimensional, acabamento superficial extremo | Sistemas de monitoramento de ferramentas, substituição programada, ferramentas de alta qualidade |
| Expansão térmica | O calor gerado durante a usinagem afeta as dimensões da máquina e da peça. | Causa variação dimensional e inconsistência. | Ambientes com temperatura controlada, sistemas de refrigeração, compensação térmica |
| Deformação de Materiais | Deformação elástica ou plástica durante a usinagem | Perda de precisão dimensional, especialmente em peças finas. | Otimize os parâmetros de corte, utilize dispositivos de fixação adequados e selecione materiais apropriados. |
| Geometrias Complexas | Projetos complexos que exigem usinagem multieixos | Aumento da complexidade de configuração e do risco de erros de alinhamento. | Utilize usinagem de 5 eixos e software CAM avançado. |
| Desafios de Agendamento | Dificuldade em segurar com segurança peças delicadas ou complexas. | Vibração, movimento e desalinhamento | Dispositivos personalizados, sistemas de fixação a vácuo ou hidráulicos |
| Vibração e vibração | Vibrações da máquina ou da ferramenta durante o corte | Acabamento superficial ruim e imprecisões dimensionais. | Melhorar a rigidez da máquina, otimizar os parâmetros de corte, utilizar técnicas de amortecimento. |
| Erros de programação | Trajetórias de ferramenta imprecisas ou estratégias de usinagem subótimas | Desvios geométricos e peças descartadas | Simulação e verificação usando software CAM avançado |
| Limitações de medição | Imprecisão nas ferramentas ou métodos de inspeção | Erros não detectados e violações de tolerância | Utilize sistemas de CMM, medição a laser e inspeção em processo. |
| Variações Ambientais | Alterações na temperatura ambiente, umidade ou perturbações externas. | Afeta a estabilidade da máquina e a precisão da medição. | Manter as condições do chão de fábrica sob controle. |
| Altos Custos de Produção | Aumento das exigências de tempo, ferramentas e controle de qualidade. | Custos de fabricação mais elevados e rentabilidade reduzida. | Otimização de processos, automação e práticas de manufatura enxuta |
| Requisitos de mão de obra qualificada | Necessidade de operadores e programadores experientes | Risco de erro humano e qualidade inconsistente. | Programas de treinamento, procedimentos operacionais padrão, suporte à automação |
Aplicações de tolerância rigorosa de peças CNC
Este gráfico demonstra como as peças usinadas por CNC são essenciais em aplicações de alta precisão, onde a precisão, a segurança e o desempenho são cruciais.
| Expertise | Area de aplicação | Peças típicas de CNC | Requisitos de Tolerância | Importância da tolerância rigorosa |
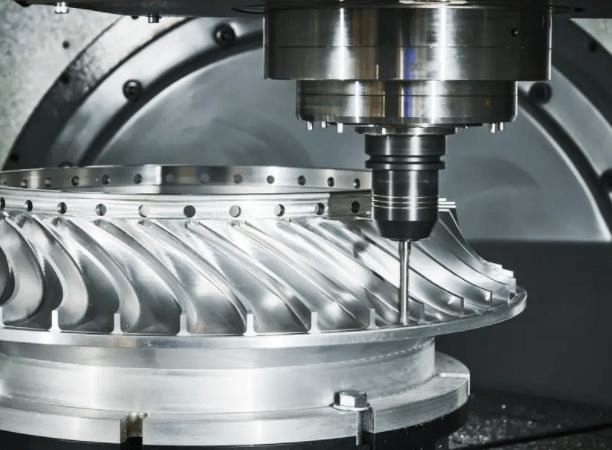
| Indústria aeroespacial | Estruturas de aeronaves e componentes de motores | Lâminas de turbina, suportes, carcaças | ±0.001″ (±0.025 mm) ou mais preciso | Garante segurança, eficiência aerodinâmica e confiabilidade de desempenho. |
| Dispositivos Médicos | Instrumentos e implantes cirúrgicos | Parafusos ósseos, próteses, implantes ortopédicos | ±0.0005″ (±0.012 mm) | Fundamental para a segurança do paciente e a biocompatibilidade. |
| Automotiva | Sistemas de motor e transmissão | Pistões, injetores de combustível, componentes de engrenagem | ±0.001″ a ±0.005″ | Melhora a eficiência, a durabilidade e o controle de emissões. |
| Expositores e Eletrónica | Componentes e invólucros de precisão | Conectores, dissipadores de calor, microcarcaças | ±0.0005″ a ±0.002″ | Garante o encaixe perfeito, o desempenho elétrico e a dissipação de calor. |
| Semicondutores | Equipamentos para processamento de wafers | Câmaras, acessórios, palcos de precisão | ±0.0001″ a ±0.001″ | Necessário para ambientes ultralimpos e precisão em microescala. |
| Defesa e Militar | Sistemas de armas e componentes de orientação | Componentes de mísseis, montagens ópticas, sistemas de mira | ±0.0005″ a ±0.002″ | Garante a precisão operacional e a confiabilidade da missão. |
| Energia (Petróleo) e Gás) | Equipamentos de perfuração e exploração | Válvulas, vedações, componentes de bombas | ±0.001″ a ±0.003″ | Mantém a integridade da pressão e a segurança operacional. |
| Robótica e Completa | Sistemas de controle de movimento | Atuadores, caixas de engrenagens, juntas robóticas | ±0.0005″ a ±0.002″ | Permite movimentos precisos e repetibilidade. |
| Ótica | Instrumentos ópticos e sistemas de alinhamento | Suportes de lentes, espelhos, armações de posicionamento | ±0.0001″ a ±0.001″ | Essencial para um alinhamento de luz preciso e desempenho de imagem. |
| Maquinaria industrial | Sistemas mecânicos de alta precisão | Eixos, rolamentos, eixos | ±0.001″ a ±0.003″ | Garante um funcionamento suave, reduz o desgaste e a vibração. |
Considerações Finais
A usinagem CNC de peças em aplicações de alta precisão demonstra perfeitamente a existência de máquinas complexas trabalhando em conjunto, com programação intensiva como outro fator determinante e, finalmente, complementadas por rigorosos protocolos de controle de qualidade. E embora essa área tecnológica esteja em constante evolução, é para uma automação mais elaborada, monitoramento digital, aprimoramentos de usinagem e muitas outras inovações que a precisão ultra-alta, com eficiência ainda maior e custos cuidadosamente otimizados, que as peças serão produzidas.