5 pontos-chave para saber o que é estampagem profunda de metal
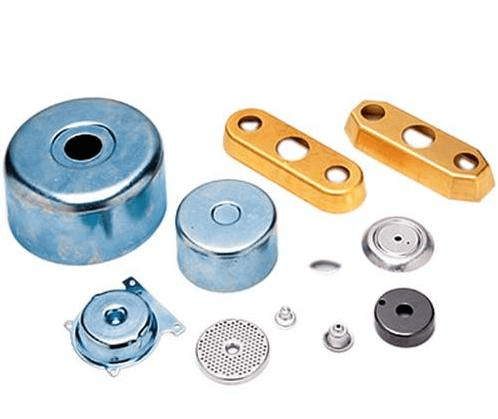
A estampagem profunda de metal é usada para criar peças de metal complexas e precisas, especialmente aquelas com formato profundo, semelhante a um copo. Este processo é uma forma avançada de Processo de estampagem de metal que envolve a deformação de uma folha plana de metal em uma peça tridimensional, utilizando uma matriz e uma prensa. O processo de estampagem profunda é amplamente utilizado em setores como automotivo, aeroespacial, médico e de bens de consumo devido à sua eficiência, custo-benefício e capacidade de produzir peças de alta qualidade com desperdício mínimo de material.
Conteúdo
Compreendendo os fundamentos da Estampagem de Metal Estampado Profundo
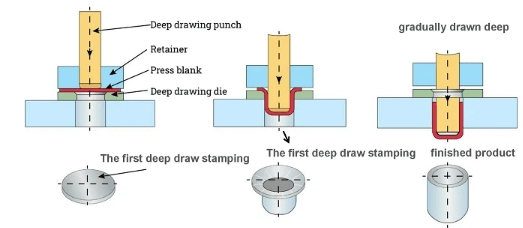
A estampagem profunda é uma forma de conformação de chapas metálicas em que uma chapa metálica plana é inserida em uma cavidade de matriz pela ação de um punção. A chapa de metal é colocada sobre uma matriz, e o punção a pressiona na matriz para criar o formato desejado. O termo “estampagem profunda” normalmente se refere à produção de peças que são mais profundas que o diâmetro da peça bruta.
Principais Vantagens
- Alta precisão e consistência: Desenhado profundamente estampagem é capaz de produzir peças altamente precisas com tolerâncias rigorosas. O processo pode ser automatizado para produção em massa, garantindo qualidade consistente em grandes lotes.
- Força e durabilidade:O processo de estampagem profunda fortalece o material devido ao encruamento. Peças produzidas por estampagem profunda geralmente são mais resistentes e duráveis do que aquelas feitas com outros métodos de fabricação.
- Eficiência Material: Como o processo envolve desperdício mínimo, a estampagem profunda de metal é econômica e ecologicamente correta. O material é usado de forma eficiente e o desperdício é minimizado.
- Geometrias Complexas:A capacidade de criar formas complexas e peças profundas com espessuras variadas torna a estampagem profunda ideal para produzir componentes complexos usados em uma ampla gama de indústrias.
- Custo-benefício para produção em massa:Uma vez que as matrizes são fabricadas, a estampagem profunda de metal é altamente econômica para produzir grandes quantidades de peças idênticas, pois o processo pode ser automatizado para fabricação em alto volume.

O processo de estampagem profunda de metal
Este gráfico descreve as principais etapas do processo de estampagem de metal profundo, desde a seleção do material até o produto final, garantindo a criação de peças duráveis e de alta precisão. metal estampagem peças.
| Passo | Descrição |
| 1. Seleção de Materiais | O processo começa com a escolha de um material de chapa metálica adequado (geralmente aço, alumínio ou latão) com base nas propriedades exigidas do produto final. |
| 2. Preparação em branco | Uma folha plana de metal, chamada de “blank”, é cortada no tamanho e formato necessários. Este blank é o material inicial para o processo de estampagem. |
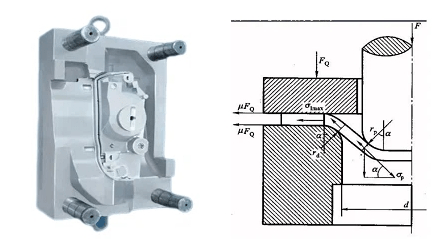
| 3. Projeto e configuração da matriz | Uma matriz de estampagem personalizada é projetada e configurado com base na geometria e no material da peça. A matriz inclui o punção, a cavidade da matriz e outros componentes usados na formação da peça. |
| 4. Puncionamento e conformação | A peça bruta é colocada na matriz, onde um punção pressiona o metal na cavidade da matriz, formando gradualmente o formato desejado. Esse processo pode envolver vários estágios de desenho e alongamento. |
| 5. Lubrificação | Lubrificantes são aplicados à matriz e ao metal para reduzir o atrito, minimizar o desgaste nas ferramentas e melhorar a conformabilidade do metal. |
| 6. Desenho | O metal é puxado mais profundamente para dentro da matriz à medida que o punção continua a aplicar pressão, alongando e moldando o metal. A profundidade do sorteio é um fator crítico para o sucesso do processo. |
| 7. Redesenhar (se necessário) | Se a peça exigir desenho adicional para atingir a profundidade ou complexidade desejada, ela será redesenhada usando uma série de matrizes. |
| 8. Corte e Acabamento | Após a peça ser formada, qualquer excesso de material (rebarba) é aparado e processos de acabamento adicionais (como alisamento ou rebarbação) são aplicados para garantir que a peça esteja pronta para uso. |
| 9. Inspeção e Controle de Qualidade | A peça final é inspecionada quanto à precisão, dimensão e acabamento de superfície. Verificações de controle de qualidade são realizadas para garantir que a peça atenda às especificações. |
| 10. Produto Final | Depois que a peça passa pela inspeção, ela está pronta para uso ou para montagem posterior em produtos maiores. |
Materiais usados na estampagem profunda de metais
Este gráfico fornece uma visão geral dos materiais usados na estampagem profunda de metais, destacando suas propriedades exclusivas e aplicações típicas. Cada material é selecionado com base nas necessidades específicas do produto, garantindo alto desempenho em seu respectivo setor.
| Material | Descrição | Caracteristicas principais | Aplicações comuns |
| Aço | Um material amplamente utilizado devido à sua resistência, durabilidade e versatilidade. | Alta resistência, tenacidade, boa conformabilidade e custo-benefício. | Peças automotivas, máquinas industriais, componentes de eletrodomésticos. |
| Alumínio: | Leve e resistente à corrosão, frequentemente usado nas indústrias aeroespacial e automotiva. | Leve, resistente à corrosão, boa conformabilidade, não magnético. | Componentes aeroespaciais, painéis de carroceria automotiva, eletrônicos de consumo. |
| Resina | Uma liga de cobre e zinco, conhecida por sua usinabilidade e resistência à corrosão. | Excelente resistência à corrosão, boa condutividade elétrica e maleabilidade. | Componentes elétricos, conexões hidráulicas, itens decorativos. |
| Cobre | Um metal altamente condutor usado em aplicações que exigem boas propriedades elétricas. | Excelente condutividade elétrica, resistente à corrosão, macio e maleável. | Conectores elétricos, trocadores de calor, componentes de encanamento. |
| Aço inoxidável | Uma liga resistente à corrosão, frequentemente usada em ambientes agressivos. | Alta resistência à corrosão, durabilidade, resistência e conformabilidade. | Dispositivos médicos, peças aeroespaciais, utensílios de cozinha. |
| Ligas de níquel | Conhecidos por sua capacidade de operar em ambientes corrosivos e de alta temperatura. | Alta resistência ao calor, resistência à corrosão e durabilidade. | Peças aeroespaciais, equipamentos de processamento químico, turbinas a gás. |
| Titânio | Conhecido por sua relação resistência-peso e resistência à corrosão. | Leve, forte, altamente resistente à corrosão e altas temperaturas. | Aeroespacial, implantes médicos, peças automotivas de alto desempenho. |
| Aço carbono | Um material de baixo custo amplamente utilizado para uma variedade de aplicações. | Forte, resistente ao desgaste, econômico, mas sujeito à corrosão sem revestimento. | Peças automotivas, componentes de construção, máquinas industriais. |
| Aço galvanizado | Aço revestido com zinco para melhorar a resistência à corrosão. | Resistente à corrosão, econômico e durável em condições externas. | Equipamentos para atividades ao ar livre, painéis de carroceria automotiva, construção. |

Aplicações de Estampagem Profunda de Metal
Este gráfico fornece uma visão abrangente da estampagem profunda de metal em vários setores, ilustrando tanto a finalidade quanto as aplicações práticas da técnica.
| Expertise | Descrição | Principais aplicações |
| Automotiva | A estampagem profunda é usada para produzir peças leves e resistentes para veículos. | Painéis da carroceria (portas, capôs, para-lamas), Peças do chassi, Tanques de combustível |
| Indústria aeroespacial | Usado para peças críticas leves e de alta resistência para segurança e desempenho de aeronaves. | Painéis de aeronaves (pele, fuselagem, asa), componentes do motor, peças estruturais |
| Expositores e Eletrónica | Produz peças precisas e duráveis para dispositivos e eletrônicos de consumo. | Invólucros para eletrônicos (smartphones, tablets), Conectores, Componentes de bateria |
| Bens de consumo | Ideal para criar peças metálicas duráveis e econômicas em utensílios domésticos. | Eletrodomésticos de cozinha, Ferragens para móveis, Luminárias |
| Dispositivos Médicos | Fornece componentes de alta precisão necessários em instrumentos e dispositivos médicos. | Instrumentos cirúrgicos, Implantes e próteses, Invólucros para dispositivos médicos |
| Equipamento industrial | Produz peças duráveis para máquinas e equipamentos usados em ambientes industriais adversos. | Componentes de máquinas (engrenagens, alojamentos, rolamentos), bombas e válvulas, ferramentas e peças de máquinas |
| Petróleo e gás | Cria peças confiáveis e de alta resistência para suportar condições extremas na produção de energia. | Componentes de dutos (flanges, conectores), peças de reservatório, brocas e revestimentos |
| Componentes elétricos | Usado para criar conectores e invólucros de proteção para dispositivos e sistemas elétricos. | Invólucros de conectores, aparelhagem de manobra, gabinetes elétricos |
| Alimentos e bebidas | A estampagem profunda garante embalagens e equipamentos seguros e duráveis para manuseio de alimentos. | Latas e recipientes (bebidas, embalagens de alimentos), Equipamentos de processamento de alimentos, Componentes de embalagem |
Desafios e soluções em Estamparia de Metal Profunda
1. Defeitos materiais: enrugamento e rasgo
Desafio
Enrugamento e rasgos são problemas comuns que ocorrem quando o material metálico não é desenhado uniformemente na matriz. O enrugamento geralmente ocorre quando há fluxo insuficiente de material ou quando o material fica preso em certas áreas. O rasgo, por outro lado, acontece quando a resistência à tração do material é excedida, causando fraturas ou fissuras.
Soluções
- Lubrificação adequada:A aplicação do lubrificante correto ajuda a reduzir o atrito entre o material e a matriz, permitindo um fluxo mais suave do material. A lubrificação ajuda a evitar rugas ao permitir que o metal se mova livremente enquanto é trefilado.
- Design de matriz otimizado: Ajustar a geometria da matriz e do punção, como adicionar raios de canto e aumentar as folgas da matriz, pode ajudar a reduzir as chances de enrugamento e rasgo.
- Pré-alongamento:Em alguns casos, pré-esticar o material antes do desenho pode ajudar a distribuí-lo de forma mais uniforme, reduzindo as concentrações de tensão que causam rasgos.
- Seleção do material: Escolhendo Estamparia de metal materiais com boa conformabilidade e espessura apropriada para a aplicação específica pode minimizar o risco de enrugamento e rasgo.
2. Espessura de parede inconsistente
Desafio
Durante o processo de estampagem profunda, manter uma espessura de parede consistente pode ser difícil, especialmente ao produzir peças com profundidades variadas ou geometrias complexas. O metal pode ficar mais fino ou distribuído de forma irregular, o que pode afetar o desempenho e a resistência da peça final.
Soluções
- Vários estágios de desenho: O uso de operações de desenho em vários estágios pode ajudar a distribuir uniformemente o material e reduzir a probabilidade de variação de espessura. Essa abordagem envolve aumentar gradualmente a profundidade da peça usando uma série de matrizes progressivamente menores.
- Parâmetros de controle de desenho: Ajustar a velocidade de extração, a pressão e a lubrificação pode ajudar a manter a distribuição uniforme do material, especialmente para extrações mais profundas.
- Pré-aquecimento de material: Aquecer levemente o material antes da estampagem profunda pode melhorar sua ductilidade e conformabilidade, permitindo uma espessura de parede mais consistente em toda a peça.
3. Custos de desgaste e ferramentas
Desafio
As matrizes e punções usados na estampagem profunda de metais estão sujeitos a desgaste devido às altas forças e pressões envolvidas no processo. Os custos com ferramentas podem ser altos, e a manutenção ou substituição frequente de matrizes pode aumentar o custo geral de produção.
Soluções
- Uso de materiais de ferramentas mais duros: Empregar materiais de ferramentas mais duráveis, como carboneto ou aço rápido (HSS), pode estender significativamente a vida útil de matrizes e punções.
- Revestimentos de ferramentas:A aplicação de revestimentos como nitreto de titânio (TiN) ou revestimentos de carboneto pode reduzir o desgaste, melhorar a vida útil das ferramentas e reduzir a frequência de manutenção.
- Manutenção regular de ferramentas: Inspeções programadas e manutenção de ferramentas são essenciais para evitar desgaste excessivo que pode levar a defeitos nas peças produzidas. Manter as matrizes e punções afiados e bem conservados garante um desempenho ideal.
4. Acabamento superficial ruim
Desafio
Peças estampadas profundamente geralmente estão sujeitas a imperfeições superficiais, como arranhões, amassados ou oxidação. Essas imperfeições são problemáticas, especialmente quando as peças serão expostas a aplicações voltadas ao consumidor, como eletrônicos ou carrocerias automotivas.
Soluções
Para melhorar o acabamento da superfície, a aplicação de lubrificação adequada durante o processo de trefilação é essencial, pois reduz o atrito e protege o material contra danos. Além disso, manter as superfícies da matriz limpas e lisas reduz as chances de imperfeições superficiais. Técnicas de pós-processamento, como polimento, jateamento de areia ou aplicação de revestimentos protetores, podem ser usadas para melhorar ainda mais a qualidade da superfície. Para certos materiais, a aplicação de uma película protetora durante o processo de trefilação pode ajudar a reduzir a oxidação e as manchas, principalmente ao trabalhar com metais propensos à corrosão.

5. Altos Custos de Configuração
Desafio
A estampagem profunda requer matrizes e ferramentas de precisão, que podem ser caras para projetar, fabricar e configurar. Para produções de pequeno volume, o investimento inicial em ferramentas pode tornar o processo proibitivamente custoso.
Soluções
- Compartilhamento de matrizes e matrizes modulares:Para produção de pequenos lotes ou protótipos, os fabricantes podem usar matrizes compartilhadas ou modulares que podem ser adaptadas para diferentes peças, reduzindo o custo de criação da matriz.
- Design para Manufaturabilidade (DFM):A colaboração inicial entre engenheiros de projeto e fabricantes pode garantir que as peças sejam projetadas com a capacidade de fabricação em mente. Isso reduz a complexidade das ferramentas necessárias e diminui os custos de configuração a longo prazo.
- Prototipagem Rápida:Técnicas como a impressão 3D podem ajudar na criação de produtos de baixo custo rápido protótipos do estampagem matrizes e ferramentas, reduzindo os custos de configuração de novos projetos e encurtando os prazos de entrega.
6. Primavera de volta
Desafio
Retorno elástico é a tendência do material retornar parcialmente à sua forma original após ser deformado. Isso ocorre devido à recuperação elástica do material, especialmente quando ele é trefilado além do seu ponto de escoamento. O retorno elástico pode levar a imprecisões dimensionais na peça final, exigindo ajustes adicionais.
Soluções
- Sobreformação:Um dos métodos mais comuns para compensar o retorno elástico é sobreformar ligeiramente a peça. Ao empurrar o material além do formato final desejado durante o processo de trefilação, o material pode retornar ao formato correto à medida que retorna ao formato original.
- Previsão de retorno elástico: Software de simulação avançado pode ser usado para prever os efeitos do retorno elástico durante a fase de projeto. Ao incorporar os efeitos do retorno elástico ao projeto, os fabricantes podem ajustar os parâmetros de ferramentas e conformação com antecedência para reduzir erros.
- Seleção do material: Usar materiais com menor módulo de elasticidade ou maior resistência ao escoamento pode ajudar a reduzir a quantidade de retorno elástico, melhorando a precisão dimensional.
7. Complexidade do projeto de ferramentas e matrizes
Desafio
Para peças altamente complexas, o projeto de ferramentas e matrizes necessário para estampagem profunda pode se tornar complexo e desafiador. Geometrias complexas, como aquelas com raios múltiplos, rebaixos ou seções profundas, podem dificultar o projeto e a produção das matrizes.
Soluções
- Software CAD/CAE avançado:O software de design auxiliado por computador (CAD) e de engenharia auxiliada por computador (CAE) permite a simulação do processo de estampagem profunda, ajudando os designers a antecipar problemas como problemas de fluxo de material, rugas e desalinhamento antes do início da produção real.
- Design de matriz progressiva: Matrizes progressivas, que usam uma série de etapas para formar gradualmente a peça, podem ser usadas para peças com características mais complexas. Essa abordagem pode reduzir a dificuldade do projeto da matriz e melhorar a eficiência ao automatizar o processo de produção.
- Colaboração com especialistas em ferramentas: Colaborar com engenheiros e projetistas de ferramentas experientes pode ajudar a navegar pelas complexidades do projeto de matrizes para peças estampadas profundamente, garantindo que o projeto atenda aos requisitos funcionais e de custo do projeto.
Considerações finais da análise do Fortune Dragon
Com avanços contínuos em materiais, ferramentas e automação, a estampagem profunda de metal continua sendo um método de fabricação essencial para produzir componentes duráveis e de alta precisão. Sua capacidade de combinar eficiência, custo-benefício e qualidade superior do produto o torna um processo indispensável em aplicações industriais modernas.