6 consideraciones clave para el doblado preciso de piezas de estampado de precisión
El plegado es uno de los procesos más utilizados en la estampación de precisión de chapa metálica. La calidad del producto terminado depende en gran medida de la habilidad y la técnica del operador. Al doblarse piezas de estampado de precisiónEs importante prestar atención a las siguientes seis consideraciones clave.

1. Retire las rebabas del área de curvatura.
Las rebabas producidas por cortes o perforaciones pueden provocar una concentración de tensión, lo que puede producir grietas en la zona de curvatura. En este caso, es necesario reducir la deformación de flexión o eliminar las rebabas, o bien optar por colocar el lado con rebabas en el interior del área de curvatura. Esto se debe a que el interior del área de curvatura está bajo presión, lo que tiene menos probabilidades de provocar grietas en el metal.
2. Controlar el ángulo entre la línea de curvatura y la dirección de laminado de la chapa metálica.
Al doblar y disponer las piezas, el ángulo entre la línea de doblado y la dirección de laminado debe ser el siguiente:
- Para el doblado en forma de V en una sola dirección, la línea de doblado debe ser perpendicular a la dirección de laminación.
- Para el doblado en doble dirección, se recomienda que la línea de doblado esté en un ángulo de 45 grados con respecto a la dirección de laminado.
3. Controlar el radio de curvatura de la pieza curvada.
Un radio de curvatura demasiado pequeño puede provocar que la capa exterior del metal se deforme más allá de su límite elástico y se agriete. Por lo tanto, el radio de curvatura mínimo de la pieza curvada no debe ser menor que los datos especificados.
4. Evite la flexión en la zona azul frágil y en la zona caliente frágil.
Al seleccionar el proceso de doblado en caliente y la temperatura de calentamiento, es importante evitar el doblado en la zona frágil azul y en la zona frágil caliente. Esto se debe a que en ciertos rangos de temperatura durante el calentamiento, el metal puede volverse quebradizo debido a la precipitación o transformación de fases secundarias. Por ejemplo, el acero al carbono se vuelve quebradizo cuando se calienta a 200-400 °C debido al endurecimiento por edad (la precipitación de inclusiones en los planos de deslizamiento en los límites de grano). Las propiedades del acero se deterioran y es más probable que se rompa, con una fractura azul). En el rango de 800-950°C, el metal también puede volverse quebradizo debido a una disminución de la plasticidad. La misma operación de doblado puede provocar que la pieza se rompa en este rango de temperatura, lo que se conoce como zona frágil caliente.
5. Mejorar la condición técnica de las piezas de trabajo del molde.
Esto implica principalmente reducir la rugosidad de la superficie de trabajo de los moldes convexos y cóncavos y ajustar el espacio razonable.. Si la esquina redondeada del molde cóncavo está desgastada o el espacio es demasiado pequeño, o si la rugosidad de la superficie del molde cóncavo es alta o la estructura de diseño es inadecuada, la resistencia de alimentación será grande y es más probable que se produzcan grietas.
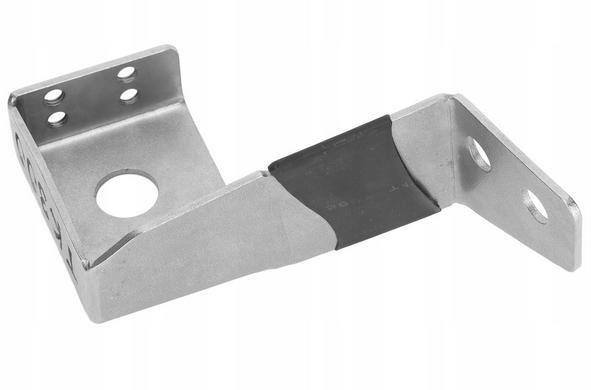
6. La secuencia de flexión debe ser correcta.
Para las piezas que requieren múltiples curvas para formarse, la secuencia de curvatura generalmente es desde afuera hacia adentro. Esto significa que primero se doblan las esquinas de los dos extremos, seguidas de las esquinas de la sección central. Se debe considerar la primera curva para proporcionar un posicionamiento confiable para la segunda curva, y la segunda curva no debe afectar la parte ya formada de la primera curva.
Consideraciones Adicionales
Además de las seis consideraciones clave enumeradas anteriormente, hay algunos otros factores que pueden afectar la calidad de las piezas estampadas con precisión dobladas. Estos incluyen:
- Las propiedades materiales de la pieza. Algunos materiales son más propensos a agrietarse que otros. Por ejemplo, los aceros de alta resistencia tienen más probabilidades de agrietarse que los aceros dulces.
- El espesor del material. Los materiales más gruesos tienen más probabilidades de agrietarse que los más delgados.
- La velocidad de la operación de doblado. Una velocidad de doblado demasiado rápida puede provocar que el material se caliente y se vuelva más quebradizo.
Al comprender estos factores, puede tomar decisiones informadas sobre la mejor manera de doblar sus piezas estampadas con precisión.

Conclusión
El doblado preciso de piezas estampadas de precisión requiere una cuidadosa atención a los detalles y una técnica adecuada. Si sigue las seis consideraciones clave descritas en este artículo, podrá ayudar a garantizar que sus piezas se produzcan con alta calidad y precisión. Además de estas consideraciones, también es importante utilizar materiales de alta calidad, herramientas afiladas y una máquina dobladora debidamente calibrada. Siguiendo estos consejos, podrá producir piezas de estampado de precisión que cumplan con sus especificaciones exactas.