¿Cómo lograr una alta precisión de agujeros en el mandrilado CNC?
Índice
Lograr una alta precisión de orificios es un aspecto crucial del mandrinado CNC, especialmente en industrias donde se requieren mediciones precisas y acabados de alta calidad, como la industria aeroespacial, la automotriz, la fabricación médica, etc. Este artículo explora los factores clave que influyen en la precisión de los orificios en Mandrinado CNC y las mejores prácticas para lograr los resultados deseados, así como las principales técnicas de medición e inspección para agujeros perforados con CNC.

¿Qué es Mandrinado CNC Proceso?
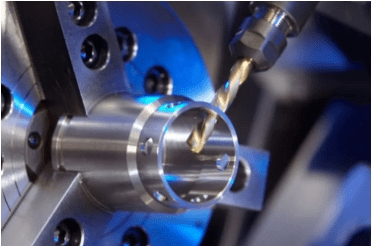
El taladrado CNC es un proceso de mecanizado de precisión que se utiliza para agrandar o refinar orificios pretaladrados o fundidos según especificaciones exactas. Mediante la utilización CNC tecnología de mecanizadoLas máquinas mandrinadoras CNC pueden alcanzar altos niveles de precisión, garantizando que los agujeros cumplan con requisitos precisos de diámetros, profundidad y acabado de superficie. Se utiliza comúnmente en industrias que requieren tolerancias estrictas y es esencial para crear piezas que exigen ajustes y alineaciones exactos.
Entender Exactitud del hoyo in Mandrinado CNC
La precisión del orificio en el mandrilado CNC se refiere a la precisión del diámetro, la redondez, la posición y el acabado de la superficie del orificio. La precisión de un orificio es fundamental para garantizar que las piezas encajen perfectamente y funcionen correctamente en los componentes ensamblados.
La precisión del agujero a menudo se mide en términos de:
- Tolerancia de diámetro: El rango aceptable de variación del tamaño del orificio previsto.
- Redondez: El grado en que el agujero mantiene una verdadera forma circular.
- posicionamiento: La ubicación exacta del agujero en relación con otras características de la pieza de trabajo.
- Acabado de la superficie: La suavidad del interior del agujero, afectando la fricción y el desgaste.
Factores que afectan la precisión del orificio en el mandrilado CNC
Conseguir precisión en los agujeros en el mandrilado CNC es complejo, ya que entran en juego múltiples factores. Estos incluyen la configuración de la máquina, la calidad de la herramienta, los parámetros de corte y la naturaleza del material de la pieza de trabajo.
1. Configuración y calibración de la máquina
La configuración adecuada de la máquina es fundamental para lograr una alta precisión. Las desalineaciones, la inestabilidad de los accesorios o el posicionamiento incorrecto de la herramienta pueden introducir errores en el proceso de mandrinado.
Mejores prácticas: Calibre periódicamente la máquina y asegúrese de que todos los accesorios estén alineados y seguros. Verificar la longitud, la posición y la alineación del husillo de la herramienta también ayuda a minimizar las desviaciones en el tamaño y la posición del orificio.
2. Selección y calidad de herramientas
La elección y la calidad de las herramientas de perforación influyen en gran medida en la precisión del orificio. Las herramientas con una geometría de filo deficiente o baja durabilidad provocan cortes desiguales y afectan las dimensiones de los agujeros.
Mejores prácticas: Seleccione herramientas de mandrinado que se adapten al material y al tipo de agujero que se va a mecanizar. Por ejemplo, las herramientas de carburo con un borde afilado y preciso son ideales para materiales duros, mientras que las herramientas recubiertas reducen el desgaste. Las herramientas de alta calidad con geometría de filo avanzada también garantizan un corte uniforme y preciso.
3. Desgaste y mantenimiento de herramientas
El desgaste de las herramientas es un factor principal que afecta la precisión en el mandrilado CNC, ya que las herramientas desgastadas crean agujeros irregulares y dejan acabados rugosos.
Mejores prácticas: Implementar un sistema de gestión de la vida útil de las herramientas para monitorear el desgaste y reemplazarlas antes de que se degraden. Algunas máquinas CNC tienen sensores que alertan a los operadores cuando las herramientas se están acercando a sus límites de desgaste, lo que permite un mantenimiento proactivo.
4. Parámetros y velocidades de corte
La velocidad de corte, la velocidad de avance y la profundidad de corte influyen en la precisión del orificio. Las configuraciones inadecuadas pueden causar problemas como deflexión, acumulación excesiva de calor y superficies rugosas.
Mejores prácticas: Ajuste las velocidades de corte y las velocidades de avance según la herramienta, el material y las dimensiones del orificio. Reducir la velocidad de avance a medida que finaliza el ciclo de mandrinado puede mejorar la calidad de la superficie y ayudar a que la herramienta produzca un diámetro consistente y preciso. Realizar cortes de prueba para optimizar estos parámetros también puede prevenir errores.
5. Propiedades materiales
Los distintos materiales responden de manera distinta al proceso de taladrado. Los metales más blandos, por ejemplo, pueden provocar la acumulación de virutas, mientras que los metales más duros pueden generar un desgaste más rápido de la herramienta y generar irregularidades en la superficie.
Mejores prácticas: Adapte las herramientas de corte y los parámetros al material específico de la pieza de trabajo. Por ejemplo, los materiales de alta dureza pueden requerir velocidades de avance más lentas y herramientas de mayor calidad, mientras que los materiales blandos necesitan una evacuación de viruta eficaz para evitar bloqueos.
6. Refrigerante y Lubricación
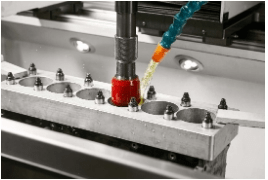
Los refrigerantes y lubricantes son esenciales para mantener el control de la temperatura durante el taladrado, ya que el calor excesivo puede provocar una expansión térmica tanto de la pieza de trabajo como de la herramienta, lo que afecta la precisión.
Mejores prácticas: Utilice refrigerantes o aceites de corte adecuados, especialmente para perforaciones más profundas. Los sistemas de refrigeración de alta presión o enfriamiento por inundación pueden ayudar a prevenir la acumulación de virutas y mantener una temperatura estable, mejorando la precisión y el acabado de la superficie.
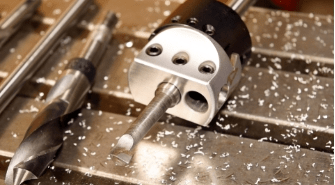
7. Control y evacuación de virutas
La acumulación de viruta dentro del orificio puede obstruir la herramienta, afectar la eficiencia de corte y comprometer la precisión del orificio.
Mejores prácticas: Utilice métodos de evacuación de virutas asistidos por refrigerante o aire a alta presión para mantener el orificio libre de residuos. Los sistemas especializados de evacuación de virutas son particularmente beneficiosos para agujeros más profundos o materiales más blandos propensos a la acumulación de virutas.
8. Minimizar la vibración y el traqueteo
La vibración o traqueteo puede provocar un acabado deficiente de la superficie y diámetros de orificios irregulares. El corte a alta velocidad, la inestabilidad de la máquina y las extensiones de herramientas largas a menudo contribuyen a la vibración.
Mejores prácticas: Asegúrese de que la pieza de trabajo esté bien sujeta para reducir las vibraciones de la máquina. El uso de materiales amortiguadores o portaherramientas especiales resistentes a las vibraciones puede ayudar a estabilizar la herramienta durante el taladrado. Reducir la velocidad del husillo, aumentar el diámetro de la herramienta o acortar la extensión de la herramienta son estrategias adicionales para controlar la vibración.
9. Profundidad del agujero y relación de aspecto
Los agujeros más profundos presentan desafíos adicionales para la precisión debido al mayor riesgo de desviación de la herramienta y acumulación de viruta. Las relaciones de aspecto altas (relaciones entre profundidad y diámetro) hacen que sea más difícil mantener un diámetro de orificio constante.
Mejores prácticas: Para perforaciones profundas, utilice barras de mandrinar de largo alcance especializadas o herramientas con canales de refrigerante incorporados. Como alternativa, adoptar una técnica de taladrado escalonado o perforación por picos puede ayudar a mantener el control sobre la precisión del orificio y al mismo tiempo gestionar eficazmente la eliminación de viruta.
Técnicas de medición e inspección para la precisión de agujeros en mandrinado CNC
Este gráfico resume las técnicas utilizadas para inspeccionar, medida y mantener la precisión del orificio en el mandrilado CNC, permitiendo a los fabricantes cumplir con requisitos de tolerancia estrictos y estándares de alta calidad.
| Tecnologia | Descripción | Uso en precisión de agujeros |
| Sistemas de sondeo | Las sondas en la máquina miden el diámetro y la posición del orificio en tiempo real. | Permite realizar ajustes inmediatos durante el mecanizado para una alineación precisa y consistencia dimensional. |
| Sistemas de medición láser | Los láseres sin contacto miden la profundidad, el diámetro y la redondez del orificio. | Proporciona mediciones precisas a mitad del proceso, lo que resulta útil para detectar desviaciones de forma temprana. |
| Calibres de diámetro interior | Herramientas portátiles que miden diámetro interno, redondez y conicidad. | Permite una rápida verificación en sitio, asegurando la precisión del diámetro y detectando la conicidad en tiempo real. |
| Máquinas de medición de coordenadas (CMM) | Máquinas automatizadas que proporcionan mediciones tridimensionales de alta precisión de especificaciones de orificios. | Ideal para la inspección posterior al mecanizado, capturando la precisión posicional, el diámetro y la redondez para el control de calidad. |
| Sistemas de medición óptica | Las cámaras y los sensores capturan las dimensiones de los orificios y el acabado de la superficie sin contacto físico. | Eficaz para geometrías complejas y materiales frágiles, ofreciendo un análisis detallado de las dimensiones y la calidad del acabado. |
| Micrómetros de orificios | Micrómetros diseñados específicamente para medir el diámetro del agujero. | Útil para mediciones directas y de alta precisión después del mecanizado para confirmar el tamaño final del orificio. |
| Sistemas de control de circuito cerrado | Sistemas que monitorean el desgaste de las herramientas, la temperatura y las fuerzas de corte con bucles de retroalimentación. | Ajusta los parámetros de corte en tiempo real para mantener la consistencia y evitar imprecisiones dimensionales. |
| Tecnología de Gemelo Digital (Digital Twin) | Simula el taladrado CNC en un entorno virtual para predecir y ajustar posibles desviaciones. | Permite realizar ajustes preventivos a la configuración basándose en simulaciones, reduciendo los riesgos de errores. |
| Perfilómetros | Instrumentos que miden la rugosidad de la superficie interna del agujero perforado. | Garantiza que la calidad de la superficie cumpla con los requisitos, importante para aplicaciones que necesitan un ajuste y funcionalidad precisos. |
| Interferometria | Técnica basada en luz que evalúa irregularidades de la superficie con alta precisión. | Mide el acabado de la superficie submicrónica, fundamental para aplicaciones donde se necesitan superficies internas lisas. |
| Probadores de redondez | Herramientas o accesorios CMM que evalúan la forma circular del agujero. | Asegura que el orificio mantenga un perfil circular consistente, crucial para ajustes de alta precisión. |
| Calibres cónicos | Calibres que miden la uniformidad del diámetro del agujero a lo largo de su profundidad. | Detecta el cono, lo cual es importante para aplicaciones que requieren un diámetro y una profundidad de orificio consistentes. |
| Sistemas de visión artificial | Cámaras de alta velocidad y software que capturan y analizan las dimensiones de los agujeros automáticamente. | Proporciona una inspección rápida y automatizada de las dimensiones y el acabado de los orificios, lo que mejora la eficiencia en la producción de alto volumen. |
En resumen, lograr una alta precisión de orificios en el mandrilado CNC requiere atención al detalle en cada aspecto del proceso, desde la configuración de la máquina y la selección de herramientas hasta los parámetros de corte y la medición. Al adoptar las mejores prácticas para el mandrinado de precisión e implementar inspecciones periódicas, los fabricantes pueden producir piezas CNC de alta calidad con orificios precisos y de alta calidad que cumplen con especificaciones estrictas, lo que garantiza un ensamblaje perfecto y un rendimiento confiable en aplicaciones exigentes.