Moldagem por sopro versus moldagem por injeção: 10 principais diferenças
Na fabricação moderna de plásticos, existem diversos processos de produção dentro da indústria, entre os quais os mais populares incluem a moldagem por sopro e a moldagem por injeção. Embora ambos possam transformar matérias-primas plásticas em formas que atendam a formatos específicos, suas estruturas diferem em termos de complexidade, precisão e aplicabilidade.
Empresas que buscam produzir peças plásticas extremamente precisas, complexas ou de nível industrial tendem a achar a moldagem por injeção mais produtiva e econômica do que suas alternativas. Este artigo compara... moldagem por sopro vs moldagem por injeção Em detalhes, para ajudá-lo a escolher o método de conformação de plástico ideal para sua aplicação.
Conteúdo
Parte 1. O que é moldagem por sopro?
A moldagem por sopro é um processo de fabricação no qual a pressão do ar infla uma pré-forma de plástico aquecida, chamada parison, contra as paredes internas de um molde, formando um produto de plástico oco.
Os usos comuns incluem garrafas, recipientes, tanques, brinquedos e outras peças plásticas ocas. O princípio básico é semelhante ao de encher um balão: a pressão do ar força o plástico amolecido a tomar forma dentro de uma cavidade de molde, resfriando e solidificando-se em sua forma final.

1. Visão geral do processo
Uma descrição aproximada do processo geral de moldagem por sopro seria a seguinte:
Derretendo: Consiste em aquecer grânulos de plástico, como PE, PP ou PET, até que atinjam um estado viscoso e fluido, e depois resfriá-los lentamente até que o fluxo viscoso se torne aparente.
Extrusão de Parison: O plástico fundido é forçado através de uma matriz e extrudado para a formação da pré-forma tubular ou parison, que representa a forma inicial do produto.
Moldagem por sopro: Na moldagem por sopro, um objeto é fixado em um molde e, em seguida, o ar é usado para expandir o objeto contra a cavidade até que ele se encaixe perfeitamente.
Resfriamento e configuração: Ele esfria e se solidifica no molde, onde o plástico se transforma em uma forma oca complexa com contornos detalhados.
Desmoldagem: Quando o molde é aberto e o produto é retirado, o produto acabado pode ser removido e submetido a acabamentos finais ou pós-processamento até se tornar a mercadoria finalizada.
2. Principais tipos de moldagem por sopro
Dependendo do método de moldagem, a moldagem por sopro pode ser dividida nos três tipos principais a seguir:
Moldagem por extrusão e sopro (EBM):
O plástico quente é extrudado diretamente em um molde tubular e, em seguida, soprado para adquirir a forma desejada. Este é um processo bastante simples e muito versátil para a fabricação de garrafas, tambores e tanques de combustível.
Moldagem por injeção e sopro (IBM):
Uma pré-forma é criada inicialmente por meio de uma máquina de moldagem por injeção, sendo posteriormente reaquecida e inflada até atingir sua forma final. A alta precisão dimensional proporcionada torna esse processo ideal para recipientes pequenos e de precisão em embalagens farmacêuticas e cosméticas.
Moldagem por sopro e estiramento (SBM):
No processo de sopro, a pré-forma é esticada axial e radialmente para alinhar as moléculas do polímero e proporcionar maior transparência e resistência. Essa técnica é geralmente utilizada na fabricação de garrafas PET para bebidas e água.
3. Vantagens e desvantagens
Vantagens:
- Baixo custo de molde e estrutura simples;
- Ideal para a produção em massa de produtos leves e ocos;
- A moldagem em uma única etapa não requer montagem nem soldagem.
- Compatível com uma ampla variedade de termoplásticos.
Desvantagens:
- É difícil obter uma espessura de parede uniforme;
- Precisão dimensional limitada;
- Não é adequado para peças complexas ou com alta tolerância;
- A taxa de utilização de materiais é menor em comparação com a moldagem por injeção – gera-se mais sucata.
De forma geral, a moldagem por sopro é mais adequada para produzir recipientes ocos, leves e relativamente simples.
Para produtos que exigem maior precisão, resistência ou designs complexos, os usuários geralmente preferem a moldagem por injeção como alternativa, por ser mais precisa e eficaz; vamos apresentá-la na próxima seção.
Parte 2. O que é moldagem por injeção?
moldagem por injeção É um processo de fabricação no qual o plástico líquido é forçado sob alta pressão em um molde de metal antes de esfriar e solidificar para formar o formato desejado. Tornou-se uma das práticas mais utilizadas e automatizadas na produção moderna de plásticos.
O processo oferece fabricação econômica de qualquer coisa, desde peças de microprecisão até grandes componentes industriais, de forma rápida, tornando-se uma solução indispensável em setores como o automotivo, eletrônico, médico e de embalagens.

1. Visão geral do processo
O processo de moldagem por injeção geralmente inclui as seguintes etapas:
Derretendo: Grânulos de plástico, como ABS, PC, PP ou PA, são alimentados em um cilindro aquecido onde são derretidos pelos aquecedores e pela rosca rotativa, transformando-se em um material fundido homogêneo.
Injeção: Plástico fundido sob alta pressão é injetado em uma cavidade de molde metálico fechada até preencher o espaço e adquirir a forma desejada.
Refrigeração: O plástico fundido esfria e solidifica dentro do molde, mantendo sua precisão dimensional e acabamento superficial. A fase de resfriamento geralmente representa a maior parte do ciclo de moldagem.
Desmoldagem: Após a solidificação da peça, o molde se abre e pinos extratores ou braços robóticos removem o produto acabado. Após o corte ou acabamento mínimo, a peça moldada está pronta para uso.
2Vantagens e desvantagens
Vantagens:
- Alto Precisão e Rrepetibilidade: Garante excelente precisão dimensional e consistência em grandes lotes de produção, sendo adequado para componentes industriais com tolerâncias rigorosas.
- Capacidade de moldar formas complexas: Detalhes complexos incluem clipes, roscas e nervuras que permitem designs mais versáteis e funcionais.
- Excelente Surface Ffinlandês: Produz superfícies lisas e refinadas, adequadas para aplicações decorativas ou de uso direto.
- Alta eficiência e automação: Ciclos de produção curtos e produção automatizada permitem a produção de grandes lotes com custos mínimos de mão de obra.
Desvantagens:
- Alto custo do molde: Os moldes de injeção são complexos e exigem alta precisão, implicando um elevado investimento na fase inicial.
- Ciclo de desenvolvimento mais longo: O projeto, a prototipagem e a validação exigem vários ciclos iterativos antes da produção em massa.
- Não é adequado para peças ocas de grandes dimensões: A moldagem por sopro ou a moldagem rotacional são geralmente melhores para produtos ocos grandes ou com paredes irregulares.

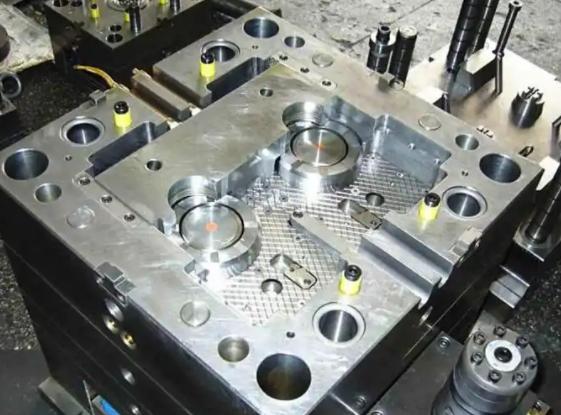
moldagem por injeção
Como fabricante profissional de moldagem por injeção, KENENG fabricante de moldes de injeção Possuímos vários anos de experiência com um sistema completo de equipamentos. Oferecemos serviços integrados que abrangem o projeto de moldes, o desenvolvimento de protótipos e a produção em massa, ajudando os clientes a alcançar uma fabricação de componentes plásticos de alta eficiência e qualidade estável.
Parte 3. Moldagem por sopro vs. Moldagem por injeção: Principais diferenças
1. Estrutura e Complexidade do Produto
Moldagem por sopro: O processo de moldagem por sopro é mais adequado para itens ocos e leves, como garrafas, tambores, tanques de combustível e brinquedos com geometrias relativamente simples e menos detalhes ou complexidade. Detalhes intrincados ou geometrias muito complexas podem ser mais difíceis de produzir.
Moldagem por injeção: Essa é uma técnica de fabricação avançada que permite produzir peças complexas com detalhes precisos, como engrenagens, clipes, invólucros eletrônicos e peças estruturais. Ela oferece grande liberdade de design.
2. Precisão dimensional e acabamento superficial
Moldagem por sopro: A espessura da parede pode ser irregular, o que limita a precisão dimensional. O acabamento da superfície é geralmente moderado, adequado para peças funcionais em vez de aplicações decorativas.
Moldagem por injeção: Excelente precisão dimensional com ótima repetibilidade. A superfície acabada é lisa e de boa aparência, adequada tanto para peças funcionais quanto para peças estéticas.
3. Custos de Moldes e Produção
Moldagem por sopro: O projeto do molde é mais simples e barato e, portanto, adequado para produção de baixo a médio volume. Os custos iniciais de ferramental são relativamente baixos.
Moldagem por injeção: Requer moldes complexos e de alta precisão, o que explica o alto investimento inicial em seu desenvolvimento. No entanto, uma vez iniciada a produção em larga escala, o custo diminui devido à automação e ao aumento da eficiência.
4. Eficiência e Produção
Moldagem por sopro: Tempo de ciclo relativamente curto; permite a fabricação de recipientes ocos em uma única operação. No entanto, a taxa de produção geral pode ser limitada pela velocidade de resfriamento da pré-forma.
Moldagem por injeção: Ciclos de produção rápidos e automação permitem a produção em grande volume, com qualidade consistente, o que é perfeito para a fabricação em massa.
5. Compatibilidade de materiais
Moldagem por sopro: Adequado para diversos termoplásticos, especialmente PE, PP e PET, comumente usados em recipientes ocos e embalagens.
Moldagem por injeção: Materiais de moldagem por injeção Compatível com uma ampla gama de plásticos, incluindo ABS, PC, PA, PP e PE, que podem ser selecionados com base nas necessidades de resistência, rigidez ou acabamento superficial.
6. Resistência e durabilidade do produto
Moldagem por sopro: A espessura irregular das paredes pode criar pontos fracos. Isso se aplica a produtos que não exigem alta resistência estrutural.
Moldagem por injeção: O fluxo é controlado com precisão, juntamente com o resfriamento, para obter uma espessura de parede uniforme, o que produz peças mais resistentes e duráveis para qualquer uso exigente.
7. Pós-processamento e operações secundárias
Moldagem por sopro: A maioria das peças acabadas requer acabamento, furação ou soldagem. Esse fato aumenta o trabalho de pós-processamento.
Moldagem por injeção: A maioria dos componentes está pronta para uso imediatamente após a moldagem, reduzindo a necessidade de operações secundárias e os custos associados.
8. Gama de tamanhos do produto
Moldagem por sopro: É mais adequado para produtos ocos de médio a grande porte. O peso de cada peça pode variar de dezenas de gramas a dezenas de quilogramas.
Moldagem por injeção: Utilizado principalmente para peças de pequeno a médio porte. Componentes grandes são limitados pelo tamanho do molde e pela capacidade da máquina de injeção.

9. Flexibilidade de Projeto
Moldagem por sopro: Ideal para formas ocas simétricas ou simples. Oferece flexibilidade limitada para adicionar elementos funcionais como roscas, clipes ou nervuras.
Moldagem por injeção: Liberdade de design praticamente ilimitada, com a capacidade de criar paredes finas, saliências, roscas, encaixes e uma série de outros recursos funcionais em um único molde.
10. Volume de Produção Adequado
Moldagem por sopro: Indicado para tiragens de baixo e médio volume, principalmente para a fabricação de recipientes ocos e embalagens.
Moldagem por injeção: Mais econômico na produção em grande volume, pois o aumento da quantidade reduz significativamente o custo unitário devido à automação e à eficiência do processo.
Tabela comparativa de moldagem por sopro versus moldagem por injeção
Após analisarmos detalhadamente as diferenças entre a moldagem por sopro e a moldagem por injeção, reunimos os pontos mais importantes e os apresentamos na tabela abaixo, para que você possa compreender rapidamente a principal distinção entre os dois processos.
| Aspecto de Comparação | Moldagem por sopro | Moldagem por Injeção |
| Estrutura e complexidade do produto | Formas ocas e simples; detalhes limitados | Componentes complexos e detalhados; alta flexibilidade de design. |
| Precisão dimensional e acabamento de superfície | Precisão moderada; superfície média | Alta precisão; superfície lisa e refinada |
| Custos de moldes e produção | Moldes simples; custo inicial mais baixo | Moldes complexos; custo inicial mais elevado, custo-benefício vantajoso para grandes escalas. |
| Eficiência e produção | Ciclo curto; produção limitada pelo resfriamento | Ciclos rápidos e automatizados; adequados para produção em massa. |
| Compatibilidade de Material | PE, PP, PET, principalmente plásticos para produtos ocos. | ABS, PC, PA, PP, PE; ampla variedade de materiais para resistência e acabamento. |
| Resistência e durabilidade do produto | Espessura de parede irregular; adequada para peças de baixa resistência. | Paredes uniformes; componentes fortes e duráveis. |
| Pós-processamento | Pode exigir aparar, cortar e soldar. | Geralmente pronto para uso com operações secundárias mínimas. |
| Faixa de tamanho do produto | itens ocos de tamanho médio a grande | Peças de pequeno a médio porte; peças grandes são limitadas pelo molde/máquina. |
| Flexibilidade de design | Formas ocas básicas; poucos detalhes | Praticamente ilimitado; pode incluir fios, fechos, nervuras, etc. |
| Volume de produção adequado | Execuções de baixo a médio volume | Produção em grande volume; o custo unitário diminui com o aumento da quantidade. |
Parte 4. Como escolher entre moldagem por injeção e moldagem por sopro?
Uma vez identificadas as principais diferenças entre a moldagem por sopro e a moldagem por injeção, é hora de determinar qual desses processos melhor se adequará ao seu produto específico e às suas necessidades de produção. Considere o seguinte:
1. Desenvolvimento e estruturação de produtos
Produtos ocos e leves: Quando seu produto exige grandes cavidades internas, como garrafas, tambores ou tanques, para desempenhar sua função de forma eficiente e econômica, o processo de moldagem por sopro pode ser uma solução econômica e eficaz.
Partes complexas ou intrincadas: A moldagem por injeção pode ser considerada o melhor método para produzir peças com elementos de forma geometricamente complexos, peças de paredes finas ou elementos funcionais de precisão, como roscas, encaixes ou clipes.
2. Atender aos requisitos de precisão e superfície
Precisão moderada: A moldagem por sopro permite a produção de itens funcionais nos quais pequenas variações na espessura da parede ou no acabamento da superfície são aceitas como aceitáveis.
Alta precisão e estética: A moldagem por injeção proporciona precisão dimensional superior e superfícies lisas para produtos de consumo, eletrônicos e componentes automotivos.
3. Considerações sobre volume de produção e custos
Produção em volumes baixos a médios: Como os moldes de sopro são menos complexos e têm um custo menor, lotes menores podem ser produzidos economicamente.
Produção de alto volume: Embora os custos iniciais dos moldes sejam mais elevados na moldagem por injeção, o custo unitário pode ser menor quando utilizada em aplicações automatizadas de alto volume.

4. Seleção de Materiais
Moldagem por sopro: É utilizado com maior frequência para produzir objetos ocos feitos de materiais termoplásticos como PE, PP e PET.
Moldagem por injeção: Compatível com uma variedade de materiais, incluindo ABS, PC, PA e outros plásticos de engenharia, para produzir peças mais resistentes, duráveis ou resistentes ao calor.
5. Pós-processamento e montagem
Moldagem por sopro: Na montagem final de moldes de sopro, pode ser necessário aparar, furar ou soldar.
Moldagem por injeção: A maioria das peças moldadas por injeção pode estar pronta para uso imediato com operações secundárias mínimas, e os custos de mão de obra associados à sua produção são mínimos.
6. Automação e Escalabilidade
Moldagem por sopro: Isso pode ser feito de forma semiautomática; para linhas de produção maiores, provavelmente serão necessárias mais máquinas.
moldagem por injeção: Trata-se de um método altamente automatizado e econômico para a produção em massa de itens, que se integra facilmente à manipulação robótica para máxima eficiência.
Resumo
Tanto a moldagem por sopro quanto a moldagem por injeção têm suas próprias aplicações e vantagens, sendo suas principais diferenças os usos pretendidos:
O modelo de sopro é ideal para recipientes ocos e embalagens leves, enquanto a moldagem por injeção oferece maior precisão e resistência para estruturas complexas.
No ambiente de fabricação atual, onde eficiência e qualidade são igualmente importantes, a moldagem por injeção não só representa a direção da fabricação de precisão, como também serve como um processo fundamental para aumentar a competitividade do produto.
Se você busca um parceiro confiável em moldagem por injeção, entre em contato conosco. KENENGNossa equipe de profissionais pode fornecer soluções completas de injeção de plástico para ajudar seus produtos a terem sucesso, desde a concepção até a produção.