Quais são os métodos de fixação do parafuso de flange?
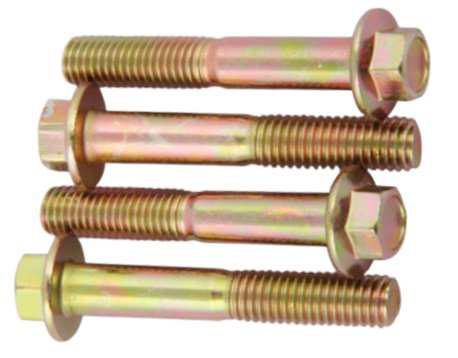
Parafuso de flange consiste principalmente de cabeça hexagonal, placa de flange e haste de parafuso, que precisa ser combinada com nozes, usado para fixar e conectar duas peças com furos passantes. Parafusos e porcas de flange são amplamente utilizados em pontes rodoviárias e ferroviárias, incluindo construção civil e industrial, guindastes, escavadeiras e outras máquinas pesadas.
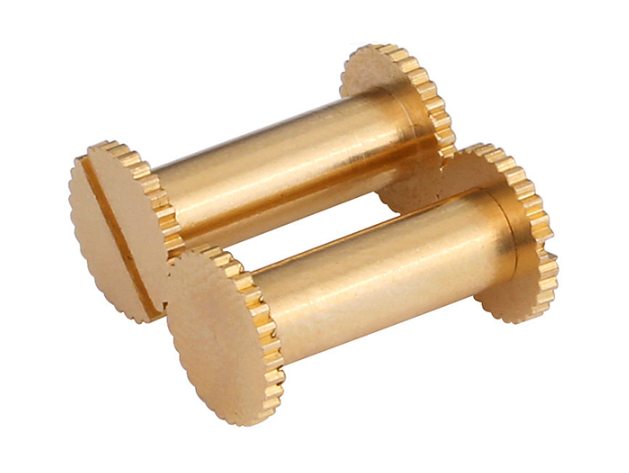
Parafusos de flange comumente usados
Existem dois tipos de parafusos de flange hexagonais, uma é plana e a outra é côncava. A superfície é branca, verde militar, amarela e nunca enferruja em dacromet. Existem também dois tipos de fundo plano e fundo dentado. A placa dentada desempenha uma função antiderrapante. De acordo com o modo de tensão da conexão, ela pode ser dividida em furos comuns e alargados. após a instalação, há furos na haste, o que pode evitar que o parafuso se solte quando submetido à vibração. Alguns parafuso de flangets não tem rosca e a haste polida deve ser feita fina, o que é chamado parafuso de flange de haste fina. Este tipo de parafuso de flange é condutor para a conexão sob força variável. Existem especiais parafusos de alta resistência na estrutura de aço. A cabeça ficará maior e o tamanho também mudará.

Classificação de materiais de parafusos de flange
Aço de alto carbono com teor de carbono >0.45%
Este material de produto de parafuso de flange sextavado basicamente não é usado no mercado atualmente.
Aço de médio carbono com 0.25% teor de carbono
Usado para parafuso de cabeça sextavada, os materiais de aço de médio carbono são chamados 1035, CH38F, 1039, 40ACR, etc. Usados principalmente para porcas de grau 8, parafusos de grau 8.8 e produtos de soquete sextavado de grau 8.8.
Aço de baixo carbono com as teor de carbonot ≤ 0.25%
Também é chamado de aço 1008, 1015, 1018, 1022. É usado principalmente para parafusos de grau 4.8, porcas de grau 4, parafusos pequenos e outros produtos sem requisitos de dureza.
liga de aço
O parafusos de flange hexagonal são feitos principalmente de liga de aço cromo-molibdênio SCM435, e os principais componentes são C, Si, Mn, P, S, Cr e Mo.

Fixação Mmétodos And REquirements Of Fum longo Stripulações
A chave de anel sem torção ou chave de martelo
É aplicável à fixação de equipamentos gerais e flanges de tubulações e é selecionado de acordo com o tamanho do parafuso e o grau de pressão do flange.
Os requisitos de fixação são os seguintes
1. Aperte o parafuso de fixação manualmente, depois insira os outros parafusos prisioneiros e aperte-os para equilibrar a carga, garantindo que pelo menos duas roscas fiquem expostas em cada extremidade da porca.
2. De acordo com o equipamento e o flange no local, o número de vezes de aperto e a carga de martelamento para cada aperto devem ser razoavelmente determinados. A carga de martelamento deve ser apertada de pequena para grande. A carga não pode ser carregada muito rápido ou muito grande, e a vedação do máquina de lavar vai falhar.
3. A sequência de cada aperto da chave de anel sem torção ou da chave de martelo
- Aperte os dois parafusos diametralmente opostos de acordo com a carga de martelo definida no parafuso.
- Aperte outro par de parafusos a cerca de 90 graus de distância dos dois parafusos anteriores ao longo da circunferência.
- Continue apertando até que todos os outros parafusos estejam apertados com a carga de martelo especificada
4. Por fim, aperte todos os parafusos no sentido horário ou anti-horário de acordo com a carga de martelamento de 100%.

Chave de torque
É adequado para equipamentos importantes e flanges de tubos que são de alta temperatura e pressão, inflamáveis e explosivos.
Os requisitos de fixação são os seguintes
1. A unidade de manutenção precisa formular um plano de fixação, formulando um torque adequado e realizar uma revisão do projeto com base na resistência do parafuso, na pressão específica de vedação inicial da arruela, na pressão específica de vedação de trabalho, na pressão média e outros parâmetros, para evitar a fratura do parafuso e a perda de elasticidade da arruela devido à força de compressão excessiva, levando à falha da vedação.
2. Aperte o parafuso de fixação manualmente, depois insira os outros parafusos prisioneiros e aperte-os para equilibrar a carga, garantindo que pelo menos duas roscas fiquem expostas em cada extremidade da porca.
3. De acordo com o equipamento e o flange no local, os tempos de aperto e o torque de aperto devem ser formulados de forma razoável de acordo com o cálculo de aperto de um círculo. O torque de aperto deve ser aumentado do menor para o maior, nessa ordem. A carga não deve ser carregada muito rápido ou muito grande para evitar falha na vedação da arruela.
4. A sequência de aperto da chave de torque a cada vez
- um. Aperte os dois parafusos diametralmente opostos com o torque definido para os parafusos
- b. Aperte outro par de parafusos a cerca de 90 graus de distância dos dois parafusos anteriores ao longo da circunferência. Continue apertando até que todos os outros parafusos estejam apertados com o torque especificado.
5. Por fim, aperte todos os parafusos no sentido horário ou anti-horário de acordo com o valor de torque de 100%.
6. Registre o valor do torque para manutenção futura.
Maca de parafuso
É aplicável a equipamentos importantes e flanges de tubos que são de alta temperatura e pressão, inflamáveis e explosivos.
Os requisitos de fixação são os seguintes:
1. A unidade de manutenção deve formular o plano de fixação, formular a força de alongamento apropriada e realizar a revisão do projeto de acordo com a resistência do parafuso, a pressão específica de vedação inicial da arruela, a pressão específica de vedação de trabalho, a pressão média e outros parâmetros, para evitar a fratura do parafuso e a perda de elasticidade da arruela devido à força de compressão excessiva que leva à falha da vedação.
2. Quando o esticador de parafusos estica e aperta os parafusos, ele deve esticar e apertar os parafusos de acordo com o princípio de uniformidade de aperto dos parafusos e a sequência de aperto da chave de torque.
3. Durante o processo de tração e aperto do esticador de parafuso, o número de vezes de tensão e aperto deve ser razoavelmente determinado, e a pressão deve ser aumentada uniformemente de pequena para grande. Quando a pressão é aumentada, a pressão deve ser estabilizada e então aumentada, de modo a evitar tensão de impacto excessiva e afetar o efeito de pré-aperto do parafuso.
4. Registre o valor de pressurização para manutenção futura.