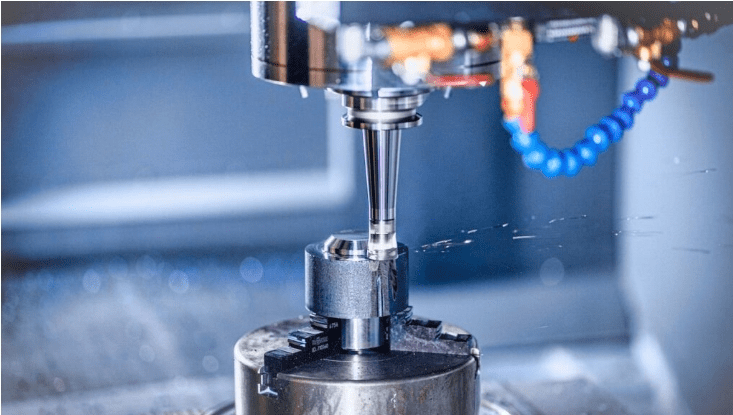
Wie fertigt man CNC-Teile für Anwendungen mit engen Toleranzen?
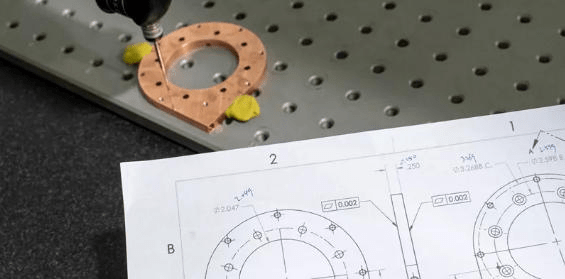
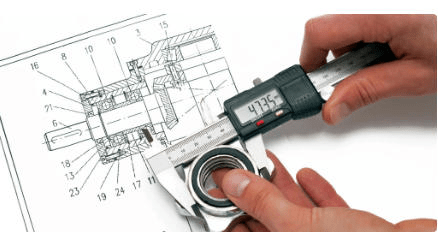
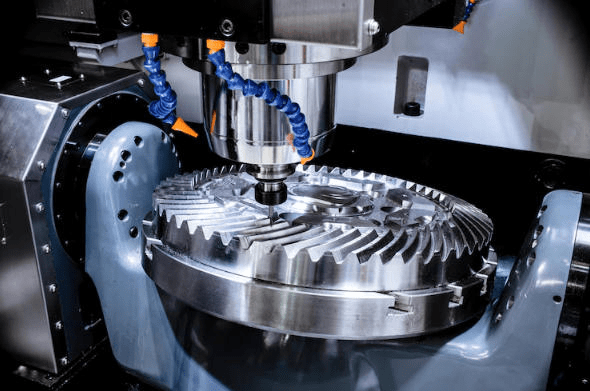
Die CNC-Bearbeitung ist ein entscheidendes Fertigungsverfahren für Anwendungen mit engen Toleranzen, beispielsweise in der Luft- und Raumfahrt, der Medizintechnik, der Automobilindustrie und der Halbleiterindustrie, um Bauteile mit höchsten Präzisionsanforderungen herzustellen. Die exakten Abmessungen der CNC-Teile müssen durch Messungen im Mikrometerbereich erreicht werden, um ihre Funktionsfähigkeit und Sicherheit zu gewährleisten. Die Kombination aus fortschrittlichen Steuerungssystemen, hochwertigen Werkzeugen und optimierten Prozessen ermöglicht dies. CNC-Teile um dieses präzise Genauigkeitsniveau zu erreichen.

Inhaltsverzeichnis
Verständnis enger Toleranzen in der CNC-Bearbeitung Ersatzteile
Enge Toleranz CNC-Teile Bezeichnet den Produktionsprozess, der Teile mit minimalen Maßabweichungen von den vorgegebenen Maßen herstellt. Die Anwendungen dieser Technologie erfordern exakte Toleranzvorgaben, da bereits geringfügige Messfehler zu Systemausfällen, verringerter Betriebseffizienz und erhöhten Sicherheitsrisiken führen.
Um hochpräzise Ergebnisse zu erzielen, sind sowohl moderne CNC-Maschinen als auch ein tiefgreifendes Verständnis der Materialeigenschaften, Umgebungsfaktoren und Bearbeitungstechniken erforderlich. Für gleichbleibende Ergebnisse müssen alle Faktoren wie Wärmeausdehnung, Werkzeugdurchbiegung und Maschinenschwingungen kontrolliert werden.
Schlüsselfaktoren, die die engen Toleranzen bei CNC-Teilen beeinflussen
Dieses Diagramm bietet einen strukturierten Überblick darüber, wie verschiedene Faktoren die Fähigkeit beeinflussen, enge Toleranzen bei der CNC-Bearbeitung zu erreichen und einzuhalten.
| Faktor | Beschreibung | Auswirkungen auf die Toleranz |
| Genauigkeit von Werkzeugmaschinen | Präzision und Steifigkeit der CNC-Maschinenstruktur und -komponenten | Bestimmt direkt die erreichbare Maßgenauigkeit |
| Werkzeugqualität , Tragen | Zustand, Material und Schärfe der Schneidwerkzeuge | Abgenutzte Werkzeuge verursachen Maßabweichungen und eine schlechte Oberflächengüte. |
| Materialeigenschaften | Härte, Elastizität und thermisches Verhalten des Werkstückmaterials | Beeinflusst Verformung, Schnittkräfte und Stabilität |
| Thermische Effekte | Wärmeentwicklung bei der Bearbeitung und Schwankungen der Umgebungstemperatur | Verursacht Ausdehnung/Zusammenziehung von Maschine und Werkstück |
| Befestigung , Werkstückspannung | Stabilität und Steifigkeit der Werkstückspannung während der Bearbeitung | Mangelhafte Befestigung führt zu Vibrationen und Fehlausrichtung. |
| CNC-Programmierung | Genauigkeit der Werkzeugwege und Bearbeitungsstrategien | Mangelhafte Programmierung führt zu geometrischen und dimensionalen Fehlern. |
| Maschinenvibration | Vibrationen aus dem Maschinenbetrieb oder von externen Quellen | Führt zu Vibrationen, die die Oberflächenbeschaffenheit und die Abmessungen beeinträchtigen. |
| Schnittparameter | Schnittgeschwindigkeit, Vorschubgeschwindigkeit und Schnitttiefe | Falsche Parameter erhöhen den Werkzeugverschleiß und den Maßfehler. |
| Bedienerfähigkeiten | Erfahrung und Fachwissen des Maschinisten | Menschliches Versagen kann die Konsistenz von Einrichtung und Prozess beeinträchtigen. |
| Messung , Inspektion | Genauigkeit von Prüfwerkzeugen und In-Prozess-Messsystemen | Ungenaue Messungen führen zu unentdeckten Abweichungen. |
Fortgeschrittene Techniken für Produzieren CNC-Teile in engentToleranzanwendungen
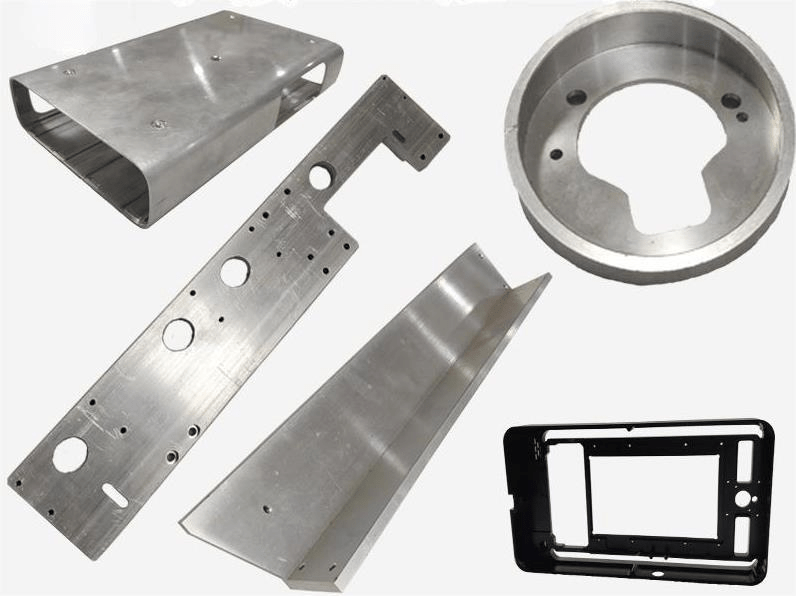
Anwendungen mit engen Toleranzen in der Luft- und Raumfahrt, der Medizintechnik, der Optik und der Halbleiterfertigung erfordern CNC-gefräste Teile, die strengen Anforderungen an Abmessungen und Oberflächengüte genügen. Um diese Präzision zu erreichen, müssen Hersteller fortschrittliche Bearbeitungstechniken einsetzen, die über konventionelle Verfahren hinausgehen und modernste Technologien, optimierte Prozesse und intelligente Steuerungssysteme integrieren.
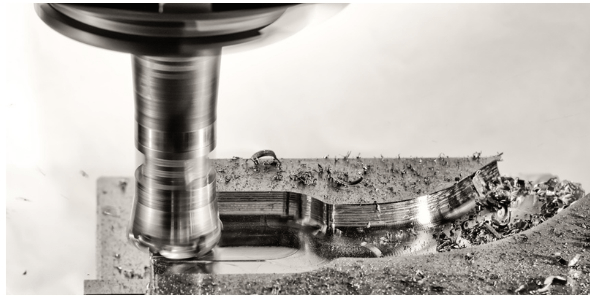
1. Hoch-sPeed-Bearbeitung
Hochgeschwindigkeitsbearbeitung Neue Techniken gewinnen zunehmend an Bedeutung. Durch den Einsatz hoher Schnittgeschwindigkeiten lassen sich hohe Genauigkeit und Oberflächenqualität erzielen, da die Schnittkräfte abnehmen. Niedrigere Schnittgeschwindigkeiten führen zu geringerer Wärmeentwicklung und reduziertem Werkzeugverschleiß. Die traditionelle mechanische Analyse des Bearbeitungsprozesses reicht nicht mehr aus, um die Leistung zu verbessern – daher der Einsatz von Hochgeschwindigkeitsbearbeitungstechniken unter extrem schnellen Arbeitsbedingungen.
Einer der Hauptvorteile des HSM-Verfahrens ist der gleichmäßigere Schnittvorgang. Ein weiterer wichtiger Vorteil ist die damit einhergehende Verbesserung der Oberflächenqualität. Zudem entfällt der Transport zu nachfolgenden Bearbeitungsschritten. Generell ist dieses Verfahren besonders nützlich bei der Bearbeitung dünnwandiger oder empfindlicher Bauteile, bei denen die einwirkende Kraft (ohne die keine Bearbeitung möglich ist) zu ungleichmäßigen Verformungen führen kann.
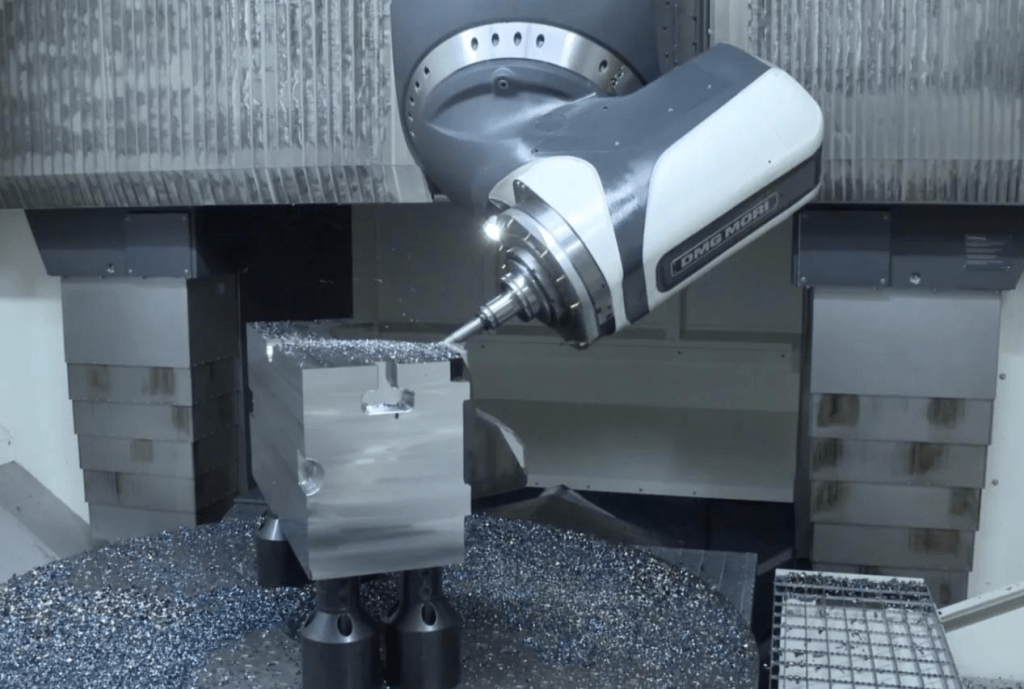
2. Mehrachsige Bearbeitung
Mehrachsenbearbeitung, entwickelt mit CNC-Fräsen; insbesondere die 5-Achsen CNC Bearbeitung Die Kapazität gewährleistet die Fertigung komplexer Geometrien in einer einzigen Aufspannung. Durch dieses Bearbeitungsverfahren werden zahlreiche Verzerrungen, die durch das Umpositionieren von Werkstücken entstehen, sowie häufige Fehler bei der Stegausrichtung vermieden.
Als Ergebnis mehrachsig CNC BearbeitungDie enge Zusammenarbeit zwischen Schneidwerkzeug und Werkstück gewährleistet geometrische Genauigkeit über alle komplexen Details hinweg und gleichbleibende Toleranzen. Besonders hervorzuheben sind die zahlreichen Möglichkeiten zur Optimierung der Bearbeitung durch die präzise Ausrichtung des Schneidwerkzeugs. Dieser positive Aspekt der Bearbeitung minimiert den Werkzeugverschleiß und verbessert die Oberflächengüte.
3. Adaptive Werkzeugwegstrategien
Moderne CAM-Software ermöglicht die Verwendung von CNC Werkzeugwege Diese reagieren adaptiv auf Prozessänderungen dank Online-Feedback. Eine intelligente Strategie beinhaltet die Aufrechterhaltung eines konstanten seitlichen Eingriffs und die Erzielung nahezu konstanter Schnittkräfte, um Störungen und Ungenauigkeiten während der Bearbeitung zu minimieren.
Adaptive Techniken wurden daher im System standardmäßig erfolgreich mit den Werkzeugstandzeitoptimierungsstrategien von Give Your Tool (GYT) IDEAL kombiniert. Dies führt zu einer signifikanten Verlängerung der Werkzeugstandzeit, einer optimierten Werkzeugstandzeit, einer besseren Oberflächengüte und einer gleichbleibenden Genauigkeit bei der Fertigung komplexer oder hochpräziser Teile. Beispiele für bewährte adaptive Strategien sind das Trochoidalfräsen und das Verfahren mit konstanter Spanbelastung.
4. Prozessbegleitende Messung und Echtzeit-Feedback
CNC-Maschinen können mit In-Prozess-Messsystemen zur Echtzeitüberwachung und -anpassung von Bearbeitungsvorgängen ausgestattet werden. Messzyklen, Lasermesssysteme oder taktile Sensoren können eingesetzt werden, um Werkzeug- und Werkstückabweichungen zu überwachen und während der Bearbeitung Warnmeldungen auszugeben.
Darüber hinaus ermöglicht die automatische Kompensation von Werkzeugverschleiß, Wärmeausdehnung und geringfügigen Ungenauigkeiten, dass ein Großteil dieser Faktoren innerhalb der Toleranz liegt und keinerlei manuelle Eingriffe erfordert. Dieser Ansatz reduziert zudem die Ausschussquote und verbessert die Gesamtprozesszuverlässigkeit.
5. Thermische Regelungs- und Kompensationstechniken
Temperaturschwankungen stellen die größte Herausforderung bei der Bearbeitung mit engen Toleranzen dar. Fortschrittliche Techniken haben jedoch sowohl bei der Beherrschung als auch beim Ausgleich thermischer Einflüsse Fortschritte erzielt.
Werkzeugmaschinen mit Temperatursensoren und Kompensationsalgorithmen können so eingestellt werden, dass sie ihre Position bedarfsgerecht anpassen, um die Wärmeausdehnung auszugleichen. Die Aufrechterhaltung einer optimalen Werkstattumgebung in Verbindung mit einem temperaturgeregelten Kühlsystem trägt dazu bei, thermische Verformungen – sowohl an der Maschine als auch am Werkstück – zu reduzieren.
6. Präzisionsspann- und Werkstückaufnahmelösungen
Kundenspezifische Spannvorrichtungen tragen wesentlich zur Stabilität der Werkstücke während der Bearbeitung bei und sind daher unerlässlich. Vakuumspannvorrichtungen, hydraulische Spannvorrichtungen und Nullpunktspannsysteme gewährleisten eine sehr präzise und wiederholgenaue Positionierung, minimieren Vibrationen und eignen sich ideal für diese Anwendungen. Diese Systeme sind besonders wichtig für Bauteile mit dünnen Wänden oder unter schwierigen Bedingungen, da selbst kleinste Bewegungen die Maßgenauigkeit beeinträchtigen können. Ein weiterer wichtiger Vorteil ist, dass die richtige Spannvorrichtung die Rüstzeiten verkürzt und die Wiederholgenauigkeit verbessert.
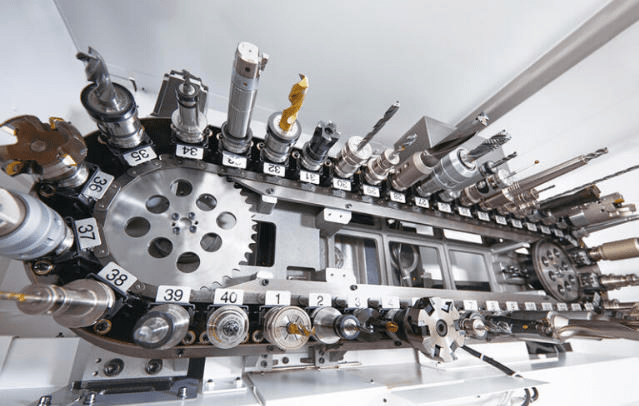
7. Werkzeugüberwachung und vorausschauende Instandhaltung
Werkzeugüberwachungstechnologien sind ein fester Bestandteil von CNC-Bearbeitungszentren.Dies trägt dazu bei, Informationen über den Werkzeugzustand in Echtzeit zu erfassen. Verschiedene Sensoren überwachen das Werkzeug und den Arbeitsablauf gemäß definierten Regeln und geben zahlreiche Warnungen und Alarme aus. Die Echtzeitüberwachung von Schnittkräften oder -amplituden wird durch die Auswertung der Sensordaten ermöglicht, während Beobachter, die mit ausgewählten Parametern verknüpft sind, Einblicke in spezifische Informationen gewähren.
Vorausschauende Instandhaltung auf Basis verfügbarer Daten prognostiziert den optimalen Zeitpunkt für den Austausch bestimmter Werkzeuge, um Ausfälle frühzeitig zu erkennen und eine gleichbleibende Bearbeitungsqualität zu gewährleisten. Diese Instandhaltungsstrategie hat nicht nur die Toleranzkontrolle verbessert, sondern auch Ausfallzeiten minimiert und die Betriebskosten gesenkt.
8. Fortschrittliche Schneidwerkzeugtechnologien
Diese Tabelle fasst die wichtigsten Punkte zusammen fortschrittliche Schneidwerkzeugtechnologien die es Herstellern ermöglichen, enge Toleranzen bei der CNC-Bearbeitung von Teilen zu erreichen und einzuhalten.
| Werkzeugtechnik | Beschreibung | Wichtigste Vorteile | Typische Anwendungen |
| Hartmetall-Schneidwerkzeuge | Werkzeuge aus Wolframkarbid mit hoher Härte und Verschleißfestigkeit | Hervorragende Steifigkeit, hohe Präzision, lange Werkzeugstandzeit | Allgemeine Präzisionsbearbeitung, Luft- und Raumfahrt- sowie Automobilteile |
| Werkzeuge aus polykristallinem Diamant (PKD). | Werkzeuge mit zusammengesinterten Diamantpartikeln | Hohe Verschleißfestigkeit, hervorragende Oberflächenbeschaffenheit | Nichteisenmetalle, Verbundwerkstoffe, Aluminiumlegierungen |
| Werkzeuge aus kubischem Bornitrid (CBN) | Superharte Werkzeuge, die nur von Diamanten übertroffen werden. | Ideal für harte Materialien, behält seine Schärfe auch bei hohen Temperaturen | Gehärtete Stähle, hochpräzise Oberflächenbearbeitung |
| Beschichtete Schneidwerkzeuge | Werkzeuge mit TiN-, TiAlN-, DLC- oder ähnlichen Beschichtungen | Reduzierte Reibung, verbesserte Hitzebeständigkeit, verlängerte Werkzeugstandzeit | Hochgeschwindigkeitsbearbeitung, raue Werkstoffe |
| Mikrokorn-Hartmetallwerkzeuge | Hartmetallwerkzeuge mit feinkörnigerer Struktur | Höhere Zähigkeit und Schnitthaltigkeit | Mikrobearbeitung, filigrane und kleine Bauteile |
| Keramische Schneidwerkzeuge | Werkzeuge aus hochentwickelten Keramikmaterialien | Hohe Widerstandsfähigkeit, geeignet für Hochgeschwindigkeitsschnitte | Gusseisen, Superlegierungen, Oberflächenbearbeitung |
| Diamantbeschichtete Werkzeuge | Hartmetallwerkzeuge mit einer dünnen Diamantschicht | Vereint die Zähigkeit von Hartmetall mit der Härte von Diamant | Schleifmittel, Verbundwerkstoffe, Graphitbearbeitung |
| Hochleistungs-Schaftfräser | Spezielle Geometrien für eine effiziente Späneabfuhr | Verbesserte Stabilität, reduzierte Vibrationen, bessere Oberflächenqualität | Komplexe Geometrien, Fräsen mit engen Toleranzen |
| Werkzeuge mit variabler Helix/variabler Steigung | Werkzeuge zur Reduzierung von harmonischen Schwingungen | Minimiertes Rattern, verbesserte Maßgenauigkeit | Präzisionsfräsen, dünnwandige Bauteile |
| Werkzeugzustandsüberwachungssysteme | Sensoren, die in Werkzeugsysteme integriert sind, um Verschleiß und Leistung zu überwachen | Echtzeit-Feedback, reduziertes Werkzeugausfallrisiko | Automatisierte CNC-Systeme, Präzisionsfertigung in großen Stückzahlen |
9. Automatisierung und digitale Integration
Die Automatisierung hat zunächst die CNC-Bearbeitung grundlegend verändert, indem sie alles standardisiert und menschliche Fehler eliminiert hat. Roboterlader, automatische Werkzeugwechsler und Palettensysteme haben die Produktionsbereiche erweitert, die nur noch minimalen manuellen Eingriff erfordern.
Der Technologietrend der digitalen Integration, einschließlich des Einsatzes von Technologien des industriellen Internets der Dinge (IIoT), ermöglicht es Maschinen, in Echtzeit miteinander zu kommunizieren und Daten auszutauschen. Dadurch kann das System die Prozessüberwachung und Datenanalyse verbessern und optimieren, um eine präzise Prozesskontrolle von einem Produktionslauf zum nächsten zu gewährleisten.
10. Oberflächenbearbeitungs- und Mikrobearbeitungstechniken
Das Erreichen der erforderlichen Oberflächenfinish von CNC-Bearbeitungsteilen Die Präzisionsbearbeitung sollte mindestens genauso wichtig sein wie die endgültige Festlegung der erforderlichen Abmessungen. Honen, Schleifen, Läppen und Polieren sind sekundäre Bearbeitungsschritte zur Verbesserung der Materialoberfläche.
Minimalinvasive Verfahren wie Mikrofräsen und Funkenerosion eignen sich für die Bearbeitung kleinster Strukturen und Formen in der Mikrobearbeitung. Sie ermöglichen eine äußerst präzise und detaillierte Fertigung bis in den Mikrometerbereich, insbesondere bei medizinischen und elektronischen Bauteilen.

Herausforderungen ein Produzieren CNC-Teile für engetToleranzanwendungen
Diese Grafik fasst die wichtigsten Hindernisse zusammen, mit denen Hersteller bei der Produktion konfrontiert sind. hohe Präzision maßgeschneiderte CNC Bearbeitung Teile für Anwendungen mit engen Toleranzen und die entsprechenden Strategien, um diese effektiv zu bewältigen.
| Herausforderung | Beschreibung | Auswirkungen auf die Fertigung | Minderungsstrategien |
| Maschineneinschränkungen | Systembedingte Genauigkeitsgrenzen von CNC-Maschinen und Verschleiß im Laufe der Zeit | Schwierigkeiten bei der Einhaltung extrem enger Toleranzen | Regelmäßige Kalibrierung, Einsatz von hochpräzisen Maschinen, thermische Kompensationssysteme |
| Werkzeugverschleiß und -bruch | Allmählicher Verschleiß oder plötzlicher Ausfall von Schneidwerkzeugen | Maßabweichungen, extrem schlechte Oberflächenbeschaffenheit | Werkzeugüberwachungssysteme, planmäßiger Austausch, hochwertige Werkzeuge |
| Wärmeausdehnung | Die bei der Bearbeitung entstehende Wärme beeinflusst die Abmessungen der Maschine und des Werkstücks. | Verursacht Maßabweichungen und Inkonsistenzen | Temperaturkontrollierte Umgebungen, Kühlsysteme, thermische Kompensation |
| Materialverformung | Elastische oder plastische Verformung bei der Bearbeitung | Verlust der Maßgenauigkeit, insbesondere bei dünnen Teilen | Optimieren Sie die Schnittparameter, verwenden Sie geeignete Spannvorrichtungen, wählen Sie geeignete Materialien aus |
| Komplexe Geometrien | Komplexe Konstruktionen, die eine mehrachsige Bearbeitung erfordern | Erhöhte Komplexität der Einrichtung und erhöhtes Risiko von Ausrichtungsfehlern | Nutzen Sie 5-Achs-Bearbeitung und fortschrittliche CAM-Software. |
| Spielplan-Herausforderungen | Schwierigkeiten beim sicheren Halten empfindlicher oder komplexer Teile | Vibration, Bewegung und Fehlausrichtung | Kundenspezifische Vorrichtungen, Vakuum- oder Hydraulikspannsysteme |
| Vibration und Rattern | Maschinen- oder Werkzeugvibrationen beim Schneiden | Mangelhafte Oberflächenbeschaffenheit und Maßungenauigkeiten | Maschinensteifigkeit verbessern, Schnittparameter optimieren, Dämpfungstechniken anwenden |
| Programmierfehler | Ungenaue Werkzeugwege oder suboptimale Bearbeitungsstrategien | Geometrische Abweichungen und Ausschussteile | Simulation und Verifizierung mit Hilfe fortschrittlicher CAM-Software |
| Messbeschränkungen | Ungenauigkeit der Prüfwerkzeuge oder -methoden | Nicht erkannte Fehler und Toleranzüberschreitungen | Nutzen Sie Koordinatenmessgeräte, Lasermesssysteme und Systeme zur prozessbegleitenden Inspektion. |
| Umweltschwankungen | Änderungen der Umgebungstemperatur, der Luftfeuchtigkeit oder äußere Störungen | Beeinträchtigt die Maschinenstabilität und die Messgenauigkeit | Aufrechterhaltung kontrollierter Bedingungen in der Werkstatt |
| Hohe Produktionskosten | Erhöhter Zeitaufwand, Werkzeugbedarf und Qualitätskontrollanforderungen | Höhere Herstellungskosten und geringere Rentabilität | Prozessoptimierung, Automatisierung und schlanke Fertigungspraktiken |
| Anforderungen an Fachkräfte | Bedarf an erfahrenen Bedienern und Programmierern | Risiko menschlicher Fehler und uneinheitlicher Qualität | Schulungsprogramme, Standardarbeitsanweisungen, Automatisierungsunterstützung |
Anwendungen von CNC-Teilen mit engen Toleranzen
Seine Grafik zeigt, warum CNC-Teile in Anwendungen mit engen Toleranzen, bei denen Präzision, Sicherheit und Leistung entscheidend sind, unerlässlich sind.
| Branche | Anwendungsbereich | Typische CNC-Teile | Toleranzanforderungen | Bedeutung enger Toleranzen |
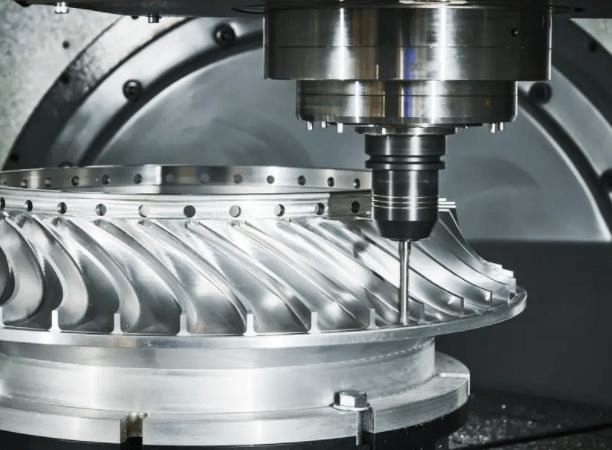
| Luft- und Raumfahrt | Flugzeugstrukturen und Triebwerkskomponenten | Turbinenschaufeln, Halterungen, Gehäuse | ±0.001″ (±0.025 mm) oder enger | Gewährleistet Sicherheit, aerodynamische Effizienz und Leistungszuverlässigkeit |
| Medizintechnik | Chirurgische Instrumente und Implantate | Knochenschrauben, Prothesen, orthopädische Implantate | ±0.0005″ (±0.012 mm) | Entscheidend für die Patientensicherheit und die biologische Kompatibilität |
| Automobilindustrie | Motor- und Getriebesysteme | Kolben, Einspritzdüsen, Getriebekomponenten | ±0.001″ bis ±0.005″ | Verbessert Effizienz, Langlebigkeit und Emissionskontrolle |
| Displays & Elektronik | Präzisionsbauteile und Gehäuse | Steckverbinder, Kühlkörper, Mikrogehäuse | ±0.0005″ bis ±0.002″ | Gewährleistet optimale Passform, elektrische Leistung und Wärmeableitung |
| Halbleiter | Wafer-Bearbeitungsanlagen | Kammern, Vorrichtungen, Präzisionsbühnen | ±0.0001″ bis ±0.001″ | Erforderlich für Reinraumumgebungen und Genauigkeit im Mikrometerbereich |
| Defense , Militär | Waffensysteme und Lenkkomponenten | Raketenteile, optische Halterungen, Zielsysteme | ±0.0005″ bis ±0.002″ | Gewährleistet operative Genauigkeit und Zuverlässigkeit der Mission |
| Energie (Öl) , Gas) | Bohr- und Explorationsausrüstung | Ventile, Dichtungen, Pumpenkomponenten | ±0.001″ bis ±0.003″ | Gewährleistet Druckintegrität und Betriebssicherheit |
| Robotik , Automation | Bewegungssteuerungssysteme | Aktuatoren, Getriebe, Robotergelenke | ±0.0005″ bis ±0.002″ | Ermöglicht präzise Bewegungen und Wiederholgenauigkeit |
| Optik | Optische Instrumente und Justiersysteme | Objektivanschlüsse, Spiegel, Positionierrahmen | ±0.0001″ bis ±0.001″ | Unerlässlich für eine präzise Lichtausrichtung und optimale Bildgebungsleistung |
| Industriemaschinen | Hochpräzise mechanische Systeme | Spindeln, Lager, Wellen | ±0.001″ bis ±0.003″ | Gewährleistet einen reibungslosen Betrieb, reduziert Verschleiß und Vibrationen |
Fazit
CNC-Teile für Anwendungen mit hohen Toleranzen demonstrieren eindrucksvoll das Zusammenspiel komplexer Maschinen, intensiver Programmierung und strenger Qualitätskontrollverfahren. Obwohl sich dieser Technologiebereich stetig weiterentwickelt, sind es vor allem ausgefeiltere Automatisierung, digitale Überwachung, optimierte Bearbeitungsprozesse und viele weitere Maßnahmen, die zukünftig höchste Präzision bei noch höherer Effizienz und optimierten Kosten ermöglichen werden.