Was sind die wichtigsten Nachbearbeitungstechniken bei der CNC-Bearbeitung?
CNC-Bearbeitung ist bekannt für seine Genauigkeit, Präzision und Effizienz bei der Herstellung komplexer Teile aus verschiedenen Materialien. Doch der Prozess endet nicht mit dem Fräsen oder Drehen des Bauteils. Die Nachbearbeitung ist unerlässlich, um sicherzustellen, dass das fertige Produkt allen ästhetischen, funktionalen und qualitativen Standards entspricht. Dieser Artikel konzentriert sich auf die wichtigsten Nachbearbeitungsmethoden in der CNC-Bearbeitung und ihre Bedeutung für die Herstellung eines qualitativ hochwertigen Endprodukts.
Inhaltsverzeichnis
Warum Nachbearbeitungstechniken bei der CNC-Bearbeitung wichtig sind
CNC-Maschinenbearbeitung umfasst das Schneiden, Bohren, Fräsen und Drehen von Materialien in präzise DesignsDiese Bearbeitungsvorgänge bestimmen die Form eines Werkstücks, können jedoch Oberflächenfehler wie Grate, Werkzeugspuren und scharfe Kanten hinterlassen. Zudem entsprechen die physikalischen und mechanischen Eigenschaften eines bearbeiteten Teils möglicherweise nicht immer den Spezifikationen für den endgültigen Einsatzzweck. Nachbearbeitungsmethoden beheben diese Probleme, indem sie die Oberflächenbeschaffenheit verbessern, die mechanischen Eigenschaften erhöhen, die Korrosionsbeständigkeit erhöhen und die Produktqualität sicherstellen.
Wichtige Nachbearbeitungstechniken bei der CNC-Bearbeitung
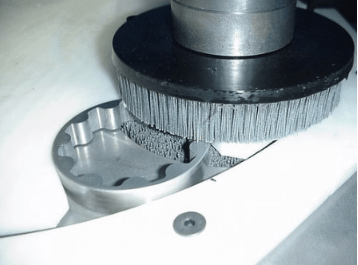
1. Entgraten
Bei der CNC-Bearbeitung sind Schnittkanten, Grate und kleine Vorsprünge typisch, insbesondere bei weichen Metallen und Kunststoffen. Entgraten ist die Methode, diese Unregelmäßigkeiten durch thermische, mechanische oder chemische Verfahren zu beseitigen.
Dies ist eine einfache und prägnante Liste der gängigsten Entgratmethoden bei CNC-Maschinen:
| Entgrattechnik | Beschreibung | Am besten geeignet für | Automatisierungsstufe |
| Manuelles Entgraten | Handwerkzeuge wie Schaber, Feilen oder Schleifpapier. | Kleine Stückzahlen, komplexe oder empfindliche Teile | Niedrig |
| Mechanisches Entgraten | Hierzu zählen Schleifen, Trommeln oder Schleifbürsten. | Produktion von Metallteilen in großen Stückzahlen | Mittel bis hoch |
| Thermisches Entgraten (TEM) | Verwendet explosives Gas in einer Kammer, um Grate abzutrennen. | Innenliegende Grate an schwer erreichbaren Stellen | Medium |
| Kryogenes Entgraten | Zum Herstellen von Bauteilen werden diese durch Einfrieren hergestellt und anschließend mit Strahlmitteln abgesprengt. | Metalle, Weich- und Kunststoffe | Mittel bis hoch |
| Elektrochemisches Entgraten | Entfernt Grate durch eine sorgfältig kontrollierte elektrochemische Reaktion. | Präzisionsteile, kleine Details | Medium |
| Ultraschallentgraten | Nutzt Ultraschallenergie in flüssigen Medien, um Grate zu entfernen. | Kleine und zerbrechliche Teile | Niedrig bis mittel |
| Hochdruck-Wasserstrahl | Verwendet Hochdruckwasser, das gezielt Abschürfungen entfernt. | Kleine Grate in den Kanälen | Mittel bis hoch |
2. Oberflächenbearbeitung
Die Qualität der Oberflächenbeschaffenheit kann die Leistung und Ästhetik eines Teils erheblich beeinflussen.
In dieser Tabelle sind die gängigsten Techniken zur Oberflächenbearbeitung für CNC-Maschinen aufgeführt:
| Methodik | Beschreibung | Oberflächenergebnis | Gemeinsame Materialien | Typische Anwendungsfälle |
| Polieren | Verwenden Sie Schleifmittel und Schleifscheiben, um eine gleichmäßig reflektierende Oberfläche zu erzeugen. | Spiegelglanz oder Hochglanz | Metalle (Aluminium, Stahl), Kunststoffe | Ästhetische Komponenten, optische Instrumente, medizinische Instrumente |
| Schleifen | Schleifbänder oder -papier werden zum Glätten von Oberflächen und Entfernen von Werkzeugspuren verwendet. | Matt mit seidenmattem oder mattem Finish | Kunststoffe, Holz und Weichmetalle | Teile für Möbel Prototypen aus Kunststoff |
| Perlenstrahlen | Glas- oder Keramikperlen werden mit hoher Geschwindigkeit geschoben, um der Oberfläche eine Struktur zu verleihen. | Gleichmäßiges mattes Finish | Metalle (Aluminium und Edelstahl) | Werkzeuge, Gehäuse, Hardware für die Luft- und Raumfahrt |
| Tumbling | Die Teile werden unter Verwendung von Schleifmitteln gedreht oder vibriert, um Grate zu entfernen und sie zu polieren. | Glatte Kanten, glatt | Kunststoffe, Metalle | Massenfertigung von kleinen bis mittelgroßen Bauteilen |
| Eloxieren | Elektrochemischer Prozess, der eine Schutzoxidschicht bildet (hauptsächlich für Aluminium). | Klare oder farbbeschichtete Beschichtung | Aluminium | Unterhaltungselektronik, Luft- und Raumfahrt, Architektur |
| Elektropolieren | Das Entfernen einer dünnen Materialschicht durch eine elektrochemische Reaktion. | Hell, sauber, korrosionsbeständig | Titan, Edelstahl | Medizin, Lebensmittelverarbeitung, Halbleiterkomponenten |
| Pulverbeschichtung | Trockenes Pulver wird aufgesprüht und härtet unter Hitzeeinwirkung zu einer extrem harten Beschichtung aus. | Farbiges, langlebiges Finish | Metallindustrie | Automobil-, Industrie- und Konsumgüter |
| Lackierung | Sprüht flüssige Farbe entweder manuell oder durch Sprühen auf, um Schutz und Farbe zu bieten. | Matt, glänzend oder strukturiert | Kunststoffe, Metalle | Gehäuse, Zierteile und Schilder |
3. Wärmebehandlung
Bei Metallen wie Titan oder Stahl ist eine Wärmebehandlung zur Verbesserung der mechanischen Eigenschaften von entscheidender Bedeutung.
Dieses Diagramm ist eine einfache Referenz zum Verständnis der verschiedene Wärmebehandlungstechniken sowie ihre Verwendung in CNC-Maschinen.
| Wärmebehandlungsprozess | Beschreibung | Zweck | Gemeinsame Materialien | Typische Anwendungsfälle |
| Temperm | Ein Wärmebehandlungsprozess, bei dem Materialien erhitzt und anschließend langsam abgekühlt werden, um die Spannung abzubauen. | Macht das Material weicher, verbessert die Duktilität und verringert die Härte. | Kupfer, Stahl, Aluminium, Messing | Luft- und Raumfahrtkomponenten, Rohre, Drähte, Strukturmaterialien |
| Härten | Das Material wird auf eine hohe Temperatur erhitzt und schnell abgekühlt (normalerweise in Öl oder Wasser). | Verbessert die Verschleißfestigkeit und Härte. | Kohlenstoffstähle, legierte Stähle, Werkzeugstähle | Zahnräder, Lager, Werkzeuge und Schneidwerkzeuge |
| Anlassen | Erhitzen Sie das ausgehärtete Material, bis es eine niedrigere Temperatur erreicht hat, und kühlen Sie es dann langsam ab, um die Spannung abzubauen. | Reduziert die Sprödigkeit und erhält gleichzeitig die Zähigkeit. | Kohlenstoffstähle, Werkzeugstähle | Werkzeuge, Autoteile, Strukturkomponenten |
| Abschrecken | Das Material kühlt normalerweise durch Eintauchen in Öl, Wasser oder Luft schnell ab. | Verbessert die Zugfestigkeit und Härte. | Stahl, Eisen, Legierungen | Teile für Maschinen, Autoteile und Getriebe |
| Spannungsarmglühen | Bei diesem Verfahren wird ein Bauteil auf niedrigere Temperaturen erhitzt und anschließend langsam abgekühlt, um die innere Spannung zu verringern. | Reduziert das Risiko von Verformungen und Maßinstabilitäten. | Aluminium, Edelstahl, Kohlenstoffstahl | Präzisionsteile, Schweißteile Rahmen Strukturrahmen |
| Ausglühen | Erhitzen des Materials auf die kritische Temperatur und Abkühlen mit Luft. | Verfeinert die Kornstruktur und stellt die Duktilität wieder her. | Stahl, Gusseisen | Stahlteile, Schmieden, Gießen |
| Aufkohlen | Einbringen von Kohlenstoff in die Oberfläche von kohlenstoffarmem Stahl durch Erhitzen in einer kohlenstoffreichen Atmosphäre. | Erhöht die Härte der Oberfläche. | Stahl mit niedrigem Kohlenstoffgehalt | Zahnräder, Wellen, Nockenwellen |
| Nitrieren | Stickstoffdiffusion in die Oberflächen von Materie erfolgt typischerweise bei niedrigeren Temperaturen. | Verbessert die Härte und Korrosionsbeständigkeit der Oberfläche. | Titan, Stahl, Aluminiumlegierungen | Luft- und Raumfahrt, Werkzeugbau, Automobilanwendungen |
| Cyanidierung | Es ähnelt dem Aufkohlen, verwendet jedoch eine Substanz auf Cyanidbasis, um die Diffusion zu ermöglichen. | Es erhöht die Härte und Verschleißfestigkeit. | Stahl Legierte Stähle | Autoteile, Schneidwerkzeuge |
| Induktionshärten | Nutzen Sie elektromagnetische Induktion, um bestimmte Bereiche eines Werkstücks zu erhitzen und anschließend schnell abzukühlen. | Es härtet bestimmte Bereiche eines Stücks. | Legierte Stähle, Stahl | Zahnräder, Wellen, Laufringe |
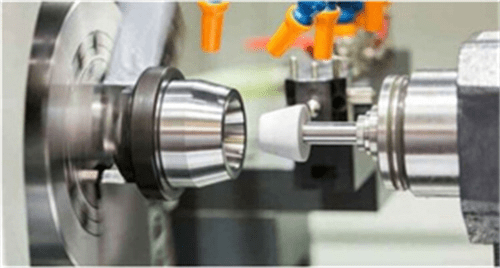
4. Schleifen
CNC-Schleifen ist eine hochpräzise Nachbearbeitungstechnik, die typischerweise nach der CNC-Bearbeitung eingesetzt wird, um die Oberflächenbeschaffenheit zu verbessern, präzise Toleranzen zu schaffen und die Genauigkeit von Maßmessungen zu verbessern. Dabei werden Schleifscheiben zum Abtragen kleinster Materialmengen eingesetzt, wodurch sich diese Technik für die Bearbeitung von Hartmetallen und komplexen Bauteilen eignet, die eine hochwertige Oberfläche erfordern. Schleifen entfernt Werkzeugspuren, die durch CNC-Bearbeitung entstehen, und wird typischerweise in den letzten Fertigungsphasen eingesetzt, um höchste Standards in der Luft- und Raumfahrt oder der Industrie zu gewährleisten.
5. Gewindeschneiden und Gewindebohren
Gewindeschneiden und Gewindeschneiden sind wichtige Nachbearbeitungsmethoden bei der CNC-Bearbeitung, mit denen an den bearbeiteten Teilen Außen- oder Innengewinde erzeugt werden. CNC tlese Beim Gewindeschneiden werden spiralförmige Nuten in die Oberfläche eines Zylinders oder Lochs eingebracht, während beim Gewindeschneiden Innengewinde mit Gewindebohrern hergestellt werden. Diese Verfahren gewährleisten die Befestigung der Komponenten mit Bolzen oder Schrauben. Sie sind für die Funktion von Baugruppen in Branchen wie der Luft- und Raumfahrt, der Automobilindustrie und der Elektronik von entscheidender Bedeutung, da Qualität und Langlebigkeit von Gewindeverbindungen entscheidend sind.
6. Reinigung
Nach der CNC-Nachbearbeitung und -Bearbeitung sollten die Teile gründlich gereinigt werden, um Kühlmittel, Öle, Späne und andere Rückstände aus dem Bearbeitungsprozess zu entfernen. Durch die Sauberkeit wird sichergestellt, dass das Bauteil frei von Verunreinigungen ist, die seine Leistung, sein Aussehen oder die Qualität der Ergebnisse beeinträchtigen könnten.
Hier ist eine Tabelle mit Einzelheiten zu verschiedenen Reinigungsmethoden bei der CNC-Bearbeitung:
| Reinigungsmethode | Beschreibung | Am besten verwendet für |
| Druckluftreinigung | Verwendet Hochdruckluft zum Wegblasen von Spänen, Staub und Schmutz | Schnelle Oberflächenreinigung nach der Bearbeitung |
| Ultraschallreinigung | Verwendet hochfrequente Schallwellen in einer Reinigungslösung, um Verunreinigungen zu entfernen | Empfindliche oder komplexe Teile mit feinen Details |
| Lösungsmittelreinigung | Wendet chemische Lösungsmittel an, um Öle, Kühlmittel und Rückstände aufzulösen | Entfernen von zähen Schmiermitteln oder Bearbeitungsflüssigkeiten |
| Wässrige Reinigung | Verwendet wasserbasierte Lösungen, oft erhitzt, mit Reinigungsmitteln für die allgemeine Reinigung | Umweltfreundliche Methode zur Massenreinigung |
| Dampfreinigung | Hochtemperaturdampf löst Schmutz, Öle und Partikel | Effektives Entfetten ohne aggressive Chemikalien |
| Manuelles Wischen/Bürsten | Körperliches Schrubben oder Wischen mit Tüchern, Bürsten oder Pads | Fleckenreinigung oder empfindliche Oberflächen, die eine sanfte Berührung erfordern |
| Staubsauger | Entfernt trockene Späne und Staub mit Industriestaubsaugern | Erste Spanentfernung vor der gründlichen Reinigung |
| CO₂-Schneereinigung | Strahlt Trockeneispartikel ab, um Partikel und Öle zu entfernen | Präzise Reinigung ohne Feuchtigkeit oder Rückstände |
| Dampfentfettung | Verwendet Lösungsmitteldämpfe, um auf dem Teil zu kondensieren und Verunreinigungen aufzulösen | Hochleistungsreinigung kritischer Metallteile |
7. Inspektion und Qualitätskontrolle
Der letzte Schritt des Nachbearbeitungsprozesses ist die Inspektion und Qualitätskontrollverfahren während der CNC-FertigungDies ist unerlässlich, um sicherzustellen, dass das Bauteil die genauen Spezifikationen und Toleranzen erfüllt, die für den vorgesehenen Zweck erforderlich sind. Eine unzureichende Prüfung kann selbst kleinste Abweichungen zu einem Ausfall oder sogar zu Leistungseinbußen führen.
Hier ist eine Tabelle mit den gängigsten Prüftechniken bei der CNC-Bearbeitung:
| Inspektionstechnik | Beschreibung | Anwendung |
| Visuelle Inspektion | Manuelle Überprüfung auf Oberflächenfehler, Grate oder Verfärbungen | Eine schnelle Beurteilung offensichtlicher Mängel und kosmetischer Unvollkommenheiten |
| Messschieber und Mikrometer | Hochwertige Handmessgeräte zum Messen von Innen- und Außenmaßen | Validierung der kritischen Abmessungen und Toleranzen |
| Koordinatenmessmaschine (CMM) | Automatisierte Messung durch die Sonde und dreidimensionale Koordinaten | Hochpräzise Maßprüfung für komplexe Teile |
| Optische Komparatoren | Der Projektor projiziert ein vergrößertes Bild einer Komponente, um deren Design-Overlays zu überprüfen | Untersuchen von Konturen, Profilen und anderen kleinen Merkmalen |
| Oberflächenrauheitsmessgeräte | Geräte zur Messung der Oberflächenbeschaffenheit in Mikrometern | Bewertung der Oberflächenbeschaffenheit für praktische Oberflächen |
| Gut/Schlecht-Messgeräte | Feste Messwerkzeuge zur Bestimmung, ob Teile akzeptable Toleranzen einhalten | Schnelle Pass/Fail-Prüfungen für Teile mit hohem Volumen |
| Laserscanning / 3D-Scanning | Berührungsloses Verfahren zur Erfassung der gesamten 3D-Geometrie eines Bauteils | Vergleich komplexer Geometrien mit CAD-Modellen |
| Härteprüfung | Bestimmt den Grad der Resistenz gegenüber Veränderungen (zB Rockwell-, Brinell-Tests) | Sicherstellung der Wärmebehandlung oder der Materialgleichmäßigkeit |
| Gewindelehren | Es dient zur Überprüfung der Präzision von Innen- und Außengewinden | Überprüfen der Kompatibilität von Features, die Threads verwenden |
| Bohrungsmessgeräte | Präzise Instrumente zur Bestimmung des Lochdurchmessers und der Rundheit | Prüfung interner Merkmale mit engen Toleranzen |

Zusammenfassung
Die Nachbearbeitung ist ein wesentlicher Schritt in der CNC-Bearbeitung, der ein Rohteil in ein gebrauchsfertiges Produkt verwandelt. Von der Oberflächenbehandlung und dem Entgraten bis hin zur Reinigung und Inspektion trägt jede Methode zu höchster Qualität, Ästhetik und Langlebigkeit bei. Durch die Integration geeigneter Nachbearbeitungsverfahren stellen Hersteller sicher, dass die CNC-bearbeitete Komponenten entsprechen den höchsten Qualitätsstandards, minimieren Fehler und verbessern die Effizienz.







