Comment produire des pièces CNC pour des applications à tolérances serrées ?
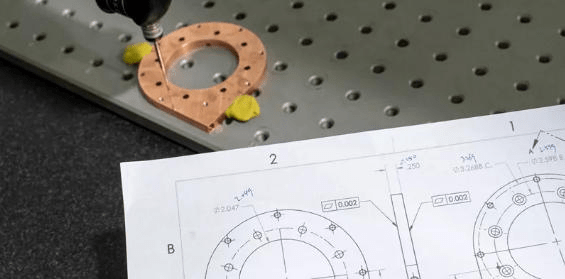
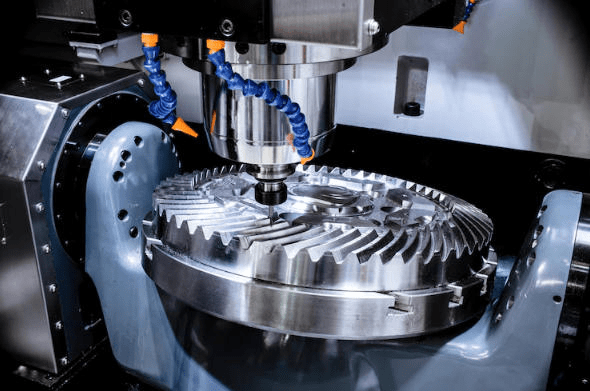
L'usinage CNC est une méthode de fabrication essentielle pour les applications exigeant une grande précision, notamment dans les secteurs de l'aérospatiale, des dispositifs médicaux, de l'automobile et des semi-conducteurs, permettant de produire des composants répondant à des exigences de précision extrêmement élevées. Les dimensions exactes des pièces usinées CNC doivent être obtenues grâce à des mesures au micron près afin de garantir leur bon fonctionnement et leur sécurité. L'association de systèmes de contrôle avancés, d'outillage de haute qualité et de processus optimisés permet d'atteindre cet objectif. Pièces CNC pour atteindre ce niveau de précision.

Table des Matières
Comprendre les tolérances serrées en CNC Pièces
Tolérance serrée Pièces CNC Ce procédé de fabrication permet de créer des pièces dont les dimensions ne peuvent varier que de façon minime par rapport aux spécifications. Les applications de cette technologie exigent des tolérances très strictes, car la moindre erreur de mesure peut entraîner une défaillance du système, une baisse de l'efficacité opérationnelle et une augmentation des risques pour la sécurité.
L'obtention de résultats de haute précision exige des machines CNC de pointe ainsi qu'une connaissance approfondie des propriétés des matériaux, des facteurs environnementaux et des techniques d'usinage. Ce processus requiert la maîtrise de la dilatation thermique, de la déformation des outils et des vibrations de la machine afin de garantir des résultats constants.
Facteurs clés influençant la précision des tolérances dans les pièces CNC
Ce tableau présente une vue d'ensemble structurée de la manière dont différents facteurs influencent la capacité à atteindre et à maintenir des tolérances serrées en usinage CNC.
| Facteur | Description | Impact sur la tolérance |
| Précision des machines-outils | Précision et rigidité de la structure et des composants de la machine CNC | Détermine directement la précision dimensionnelle réalisable |
| Qualité de l'outillage et Portez | État, matériau et tranchant des outils de coupe | L'usure des outils entraîne une dérive dimensionnelle et un mauvais état de surface. |
| Propriétés matérielles | Dureté, élasticité et comportement thermique du matériau de la pièce | Influe sur la déformation, les forces de coupe et la stabilité |
| Effets thermiques | Chaleur générée lors de l'usinage et fluctuations de la température ambiante | Provoque la dilatation/contraction de la machine et de la pièce. |
| Fixation et Tenue de travail | Stabilité et rigidité du maintien de la pièce pendant l'usinage | Un mauvais montage entraîne des vibrations et un défaut d'alignement. |
| Programmation CNC | Précision des trajectoires d'outils et stratégies d'usinage | Une mauvaise programmation introduit des erreurs géométriques et dimensionnelles |
| Vibration de la machine | Vibrations dues au fonctionnement de la machine ou à des sources externes | Cela provoque des vibrations, affectant la finition de surface et les dimensions. |
| Paramètres de coupe | Vitesse, avance et profondeur de coupe | Des paramètres incorrects augmentent l'usure des outils et les erreurs dimensionnelles. |
| Compétence d'opérateur | Expérience et expertise du machiniste | L'erreur humaine peut affecter la cohérence de la configuration et des processus. |
| Mesure et Camera d'inspection canalisation | Précision des outils d'inspection et des systèmes de mesure en cours de production | Des mesures inexactes entraînent des écarts non détectés. |
Techniques avancées pour Produire Pièces CNC dans un espace restreinttApplications de tolérance
Les applications de haute précision dans les secteurs de l'aérospatiale, des dispositifs médicaux, de l'optique et de la fabrication de semi-conducteurs exigent des pièces usinées par commande numérique (CNC) répondant à des exigences dimensionnelles et de finition de surface très strictes. Pour atteindre ce niveau de précision, les fabricants doivent adopter des techniques d'usinage avancées qui dépassent les pratiques conventionnelles, en intégrant des technologies de pointe, des processus optimisés et des systèmes de contrôle intelligents.
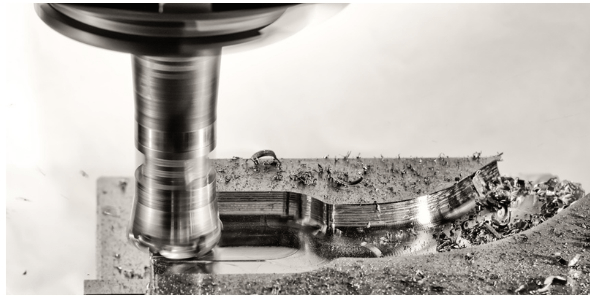
1. ÉlevésUsinage rapide
Usinage à grande vitesse Les techniques d'usinage à grande vitesse commencent à se faire sentir. Grâce à la réduction des efforts de coupe, une précision et une qualité de finition de surface élevées sont obtenues à haute vitesse, tandis que des vitesses de coupe plus lentes génèrent moins de chaleur et limitent l'usure des outils. L'analyse mécanique traditionnelle du processus d'usinage n'est plus considérée comme suffisante pour améliorer les performances ; d'où l'essor des techniques d'usinage à grande vitesse, utilisées dans des conditions de travail extrêmement rapides.
L'un des principaux avantages de l'usinage à grande vitesse (UGV) réside dans la finesse de la coupe. Ce mécanisme offre également l'avantage considérable d'améliorer la qualité de surface. De plus, il élimine le besoin de transfert vers des opérations secondaires. En général, il est particulièrement adapté à l'usinage de pièces à parois minces ou délicates, où la force (indispensable à tout usinage) risque de déformer les pièces de manière irrégulière.
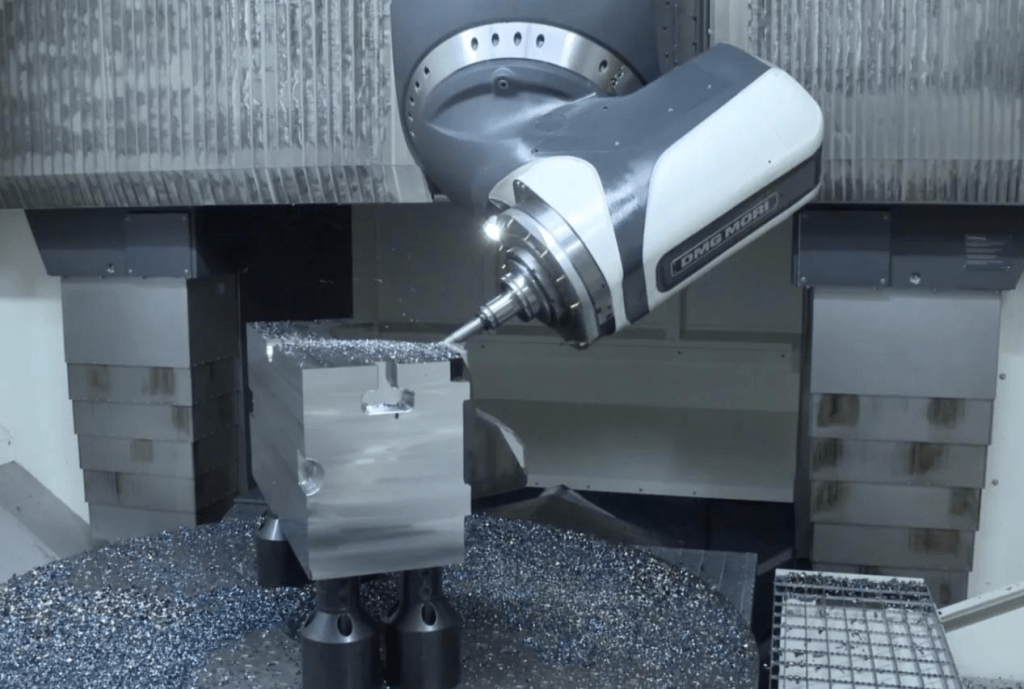
2. Usinage multi-axes
L'usinage multiaxes développé avec le fraisage CNC ; notamment le 5 axes CNC usinage Cette capacité permet la fabrication de géométries complexes en une seule opération. Ce procédé d'usinage élimine un grand nombre de distorsions dues au repositionnement des pièces, ainsi que les erreurs courantes d'alignement des bandes.
À la suite d' multi-axes CNC usinageUne étroite collaboration est maintenue entre l'outil de coupe et la pièce, garantissant une précision géométrique optimale même sur les détails les plus complexes et une constance des tolérances. Parmi les nombreux avantages de ce procédé figurent les possibilités d'optimisation de l'usinage grâce à un alignement précis de l'outil. Cet aspect positif de l'usinage minimise l'usure de l'outil et améliore l'intégrité de la surface.
3. Stratégies de trajectoire d'outil adaptatives
Les logiciels de FAO avancés permettent l'utilisation de CNC parcours d'outils Ces systèmes s'adaptent aux variations du processus grâce à un retour d'information en temps réel. Une stratégie intelligente consiste à maintenir un engagement latéral constant et à obtenir des forces de coupe quasi constantes afin de minimiser les perturbations et les imprécisions lors de l'usinage.
Les techniques adaptatives ont donc été systématiquement intégrées avec succès aux stratégies d'optimisation de la durée de vie des outils IDEAL (Give Your Tool – GYT), ce qui permet d'allonger et d'optimiser significativement la durée de vie des outils, d'obtenir un meilleur état de surface et une précision constante lors de la fabrication de pièces complexes ou de haute précision. Le fraisage trochoidal et la méthode de charge de copeaux constante sont des exemples de stratégies adaptatives performantes.
4. Mesure en cours de processus et retour d'information en temps réel
Les machines à commande numérique peuvent être équipées de systèmes de mesure en cours d'usinage pour la surveillance et le réglage en temps réel des opérations. Des cycles de palpage, des systèmes de mesure laser ou des capteurs tactiles peuvent être utilisés pour contrôler les écarts d'outils et de pièces et pour émettre des alertes pendant l'usinage.
De plus, grâce à la compensation automatique de l'usure des outils, de la dilatation thermique et des imprécisions mineures, une grande partie de ces facteurs resteront dans les limites de tolérance et ne nécessiteront aucune intervention manuelle. Cette approche permet également de réduire les taux de rebut et d'améliorer la fiabilité globale du processus.
5. Techniques de contrôle et de compensation thermiques
Les variations de température constituent le principal problème pour les opérations d'usinage de haute précision. Les techniques avancées ont permis de réaliser des progrès significatifs dans la gestion et la compensation des impacts thermiques.
Les machines-outils équipées de capteurs thermiques et d'algorithmes de compensation peuvent être configurées pour ajuster leur position afin de compenser la dilatation thermique. Le maintien d'une température ambiante adéquate dans l'atelier, associé à l'utilisation d'un système de refroidissement à température contrôlée, contribue à réduire les déformations thermiques, tant au niveau de la machine que de la pièce.
6. Solutions de fixation et de maintien de précision
Les dispositifs de fixation sur mesure contribuent à maintenir la stabilité des pièces pendant l'usinage ; d'où leur importance cruciale. Les dispositifs de fixation par le vide, les brides hydrauliques et les systèmes de serrage à point zéro garantissent un positionnement très précis et reproductible, une réduction des vibrations et sont parfaitement adaptés à ces applications. Ces systèmes sont d'autant plus essentiels pour la réussite de l'usinage de composants à parois fines ou dans des conditions difficiles où même de très petits mouvements peuvent compromettre la précision dimensionnelle. Un autre avantage important est qu'un dispositif de fixation approprié réduit le temps de réglage et améliore la répétabilité des opérations.
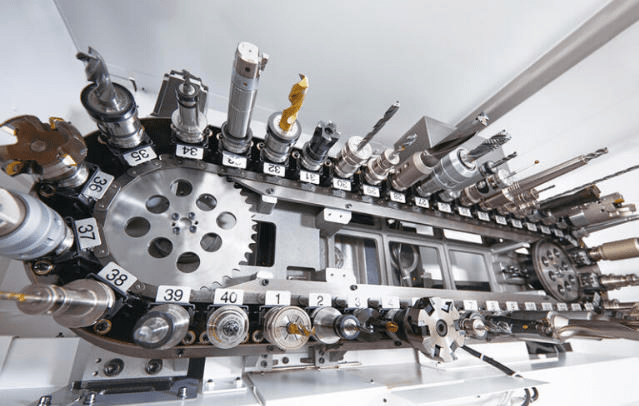
7. Surveillance des outils et maintenance prédictive
Les technologies de surveillance des outils font partie intégrante des centres d'usinage CNC.Ce système permet de transmettre en temps réel des informations sur l'état de l'outil. Différents capteurs surveillent l'outil et son fonctionnement selon des règles définies, assorties de nombreux avertissements et alarmes. Le suivi en temps réel des forces et amplitudes de coupe est possible grâce à l'analyse des données issues de ces capteurs, tandis que des observateurs associés à des paramètres sélectionnés permettent d'obtenir des informations spécifiques.
La maintenance prédictive, basée sur les données disponibles, permet d'anticiper le remplacement de certains outils afin de prévenir les pannes et de garantir une qualité d'usinage constante. Cette politique de maintenance a non seulement amélioré le contrôle des tolérances, mais a également minimisé les temps d'arrêt et réduit les coûts d'exploitation.
8. Technologies avancées d'outils de coupe
Ce tableau résume les points les plus importants technologies avancées d'outils de coupe qui permettent aux fabricants d'atteindre et de maintenir des tolérances serrées dans les pièces usinées par commande numérique.
| Technologie des outils | Description | Avantages clés | Applications typiques |
| Outils de coupe en carbure | Outils fabriqués en carbure de tungstène à haute dureté et résistance à l'usure | Excellente rigidité, haute précision, longue durée de vie de l'outil | Usinage de précision général, pièces aérospatiales et automobiles |
| Outils en diamant polycristallin (PCD) | Des outils composés de particules de diamant frittées ensemble | Haute résistance à l'usure, finition de surface supérieure | Matériaux non ferreux, composites, alliages d'aluminium |
| Outils en nitrure de bore cubique (CBN) | Des outils ultra-durs, juste après le diamant. | Idéal pour les matériaux durs, conserve son tranchant même à haute température. | Aciers trempés, finition de haute précision |
| Outils de coupe revêtus | Outils revêtus de TiN, TiAlN, DLC ou de revêtements similaires | Friction réduite, meilleure résistance à la chaleur, durée de vie des outils prolongée | Usinage à grande vitesse, matériaux agressifs |
| Outils en carbure micro-grain | Outils en carbure à structure à grain plus fin | Durcissement et tenue de coupe supérieurs | Micro-usinage, composants complexes et de petite taille |
| Outils de coupe en céramique | Outils fabriqués à partir de matériaux céramiques avancés | Haute résistance, convient à la découpe à grande vitesse | Fonte, superalliages, opérations de finition |
| Outils avec revêtement diamanté | Outils en carbure recouverts d'une fine couche de diamant | Allie la ténacité du carbure à la dureté du diamant | Matériaux abrasifs, composites, usinage du graphite |
| Fraises à bout haute performance | Géométries spécialisées conçues pour une évacuation efficace des copeaux | Stabilité améliorée, vibrations réduites, meilleure qualité de surface | Géométries complexes, fraisage de haute précision |
| Outils à hélice variable/pas variable | Outils conçus pour réduire les vibrations harmoniques | Vibrations réduites, précision dimensionnelle améliorée | Fraisage de précision, composants à parois minces |
| Systèmes de surveillance de l'état des outils | Capteurs intégrés aux systèmes d'outillage pour suivre l'usure et les performances | Retour d'information en temps réel, réduction du risque de défaillance des outils | Systèmes CNC automatisés, production de précision en grande série |
9. Automatisation et intégration numérique
L'automatisation a d'abord transformé l'usinage CNC en standardisant les processus et en éliminant les erreurs humaines. Les chargeurs robotisés, les changeurs d'outils automatiques et les systèmes de palettes ont permis d'accroître les segments de production nécessitant une intervention humaine minimale.
L'essor de l'intégration numérique, notamment grâce aux technologies de l'Internet industriel des objets (IIoT), permet aux machines de communiquer et de partager des données en temps réel. Ceci permet d'améliorer les méthodes de surveillance des processus et d'analyse des données, en les optimisant pour garantir un contrôle rigoureux des processus d'une production à l'autre.
10. Techniques de finition de surface et de micro-usinage
L'obtention des résultats requis finition de surface de pièces d'usinage CNC Il convient d'accorder autant d'importance à la finition des dimensions requises qu'à l'obtention de ces dimensions dans les applications de précision. Le rodage, la rectification, le polissage et le rectification par coupe sont des opérations secondaires visant à améliorer l'état de surface du matériau.
Les méthodes minimalement invasives utilisées en micro-usinage, telles que le micro-fraisage et l'électroérosion, permettent la réalisation de pièces et de détails de très petite taille. Ces techniques contribuent à une exécution d'une précision et d'une finesse exceptionnelles, jusqu'à l'échelle micrométrique, pour les composants médicaux et électroniques.

Défis dans Produire Pièces CNC pour pièces serréestApplications de tolérance
Ce graphique résume les principaux obstacles rencontrés par les fabricants lors de la production haute précision stratégie CNC usinage les pièces pour les applications à tolérances serrées et les stratégies correspondantes pour les traiter efficacement.
| Challenge | Description | Impact sur la fabrication | Stratégies d'atténuation |
| Limites des machines | Limites de précision inhérentes aux machines CNC et usure au fil du temps | Difficulté à maintenir des tolérances ultra-serrées | étalonnage régulier, utilisation de machines de haute précision, systèmes de compensation thermique |
| Usure et bris d'outil | Dégradation progressive ou défaillance soudaine des outils de coupe | Dérive dimensionnelle, état de surface extrêmement fin | Systèmes de surveillance des outils, remplacement programmé, outillage de haute qualité |
| Dilatation thermique | La chaleur générée lors de l'usinage affecte les dimensions de la machine et de la pièce. | Entraîne des variations dimensionnelles et des incohérences | Environnements à température contrôlée, systèmes de refroidissement, compensation thermique |
| Déformation du matériau | Déformation élastique ou plastique lors de l'usinage | Perte de précision dimensionnelle, notamment dans les pièces minces | Optimisez les paramètres de coupe, utilisez un outillage adapté, sélectionnez des matériaux appropriés |
| Géométries complexes | Conceptions complexes nécessitant un usinage multi-axes | Complexité accrue de la configuration et risque d'erreurs d'alignement | Utilisation d'un usinage 5 axes et d'un logiciel FAO avancé |
| Défis liés à l'outillage | Difficulté à maintenir en toute sécurité des pièces délicates ou complexes | Vibrations, mouvements et désalignements | Dispositifs sur mesure, systèmes de serrage par vide ou hydrauliques |
| Vibrations et bavardages | Vibrations de la machine ou de l'outil pendant la coupe | Mauvaise finition de surface et imprécisions dimensionnelles | Améliorer la rigidité de la machine, optimiser les paramètres de coupe, utiliser des techniques d'amortissement |
| Erreurs de programmation | Trajectoires d'outils imprécises ou stratégies d'usinage sous-optimales | Écarts géométriques et pièces de rebut | Simulation et vérification à l'aide d'un logiciel de FAO avancé |
| Limites de mesure | Imprécision des outils ou méthodes d'inspection | Erreurs non détectées et dépassements de tolérance | Utiliser des systèmes de mesure tridimensionnelle (MMT), de mesure laser et d'inspection en cours de production |
| Variations environnementales | Changements de température ambiante, d'humidité ou perturbations externes | Affecte la stabilité de la machine et la précision des mesures | Maintenir des conditions de production contrôlées |
| Coûts de production élevés | Exigences accrues en matière de temps, d'outillage et de contrôle de la qualité | Des coûts de fabrication plus élevés et une rentabilité réduite | Optimisation des processus, automatisation et pratiques de production au plus juste |
| Besoins en main d'oeuvre qualifiée | Besoin d'opérateurs et de programmeurs expérimentés | Risque d'erreur humaine et qualité inégale | Programmes de formation, procédures opérationnelles standard, assistance à l'automatisation |
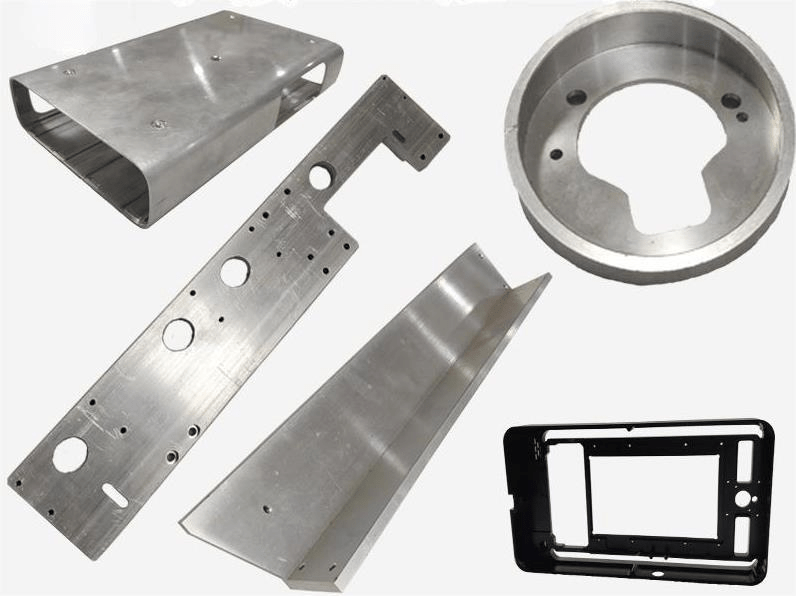
Applications de pièces CNC à tolérances serrées
Ce graphique montre en quoi les pièces usinées CNC sont essentielles dans les applications à tolérances serrées où la précision, la sécurité et la performance sont primordiales.
| Industrie | Champ d'application | Pièces CNC typiques | Exigences de tolérance | Importance d'une tolérance serrée |
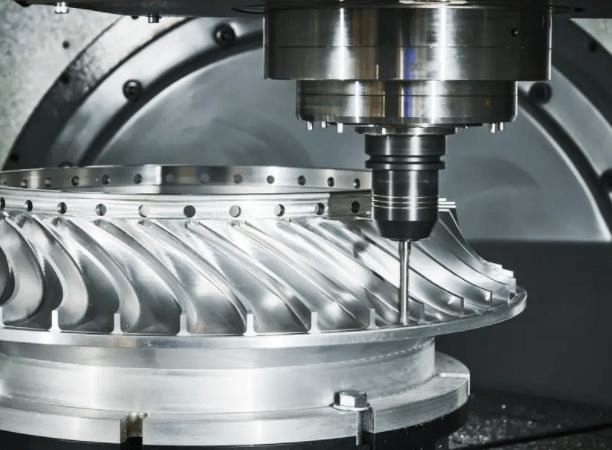
| Industrie aerospatiale | structures d'aéronefs et composants de moteurs | Pales de turbine, supports, boîtiers | ±0.001″ (±0.025 mm) ou plus serré | Garantit la sécurité, l'efficacité aérodynamique et la fiabilité des performances |
| Dispositifs médicaux | Instruments chirurgicaux et implants | Vis osseuses, prothèses, implants orthopédiques | ±0.0005″ (±0.012 mm) | Essentiel pour la sécurité des patients et la biocompatibilité |
| Automobile | Systèmes de moteur et de transmission | Pistons, injecteurs de carburant, composants d'engrenages | ±0.001″ à ±0.005″ | Améliore l'efficacité, la durabilité et le contrôle des émissions |
| Vitrines et Écrans Numériques | Composants et boîtiers de précision | Connecteurs, dissipateurs thermiques, micro-boîtiers | ±0.0005″ à ±0.002″ | Assure un ajustement correct, des performances électriques optimales et une dissipation thermique efficace. |
| Semi-conducteurs | équipement de traitement des plaquettes | Chambres, dispositifs, platines de précision | ±0.0001″ à ±0.001″ | Nécessaire pour les environnements ultra-propres et une précision à l'échelle micrométrique |
| Défense et Militaire | Systèmes d'armes et composants de guidage | Pièces de missiles, supports optiques, systèmes de ciblage | ±0.0005″ à ±0.002″ | Garantit la précision opérationnelle et la fiabilité des missions |
| Énergie (Pétrole) et Gaz) | Équipements de forage et d'exploration | Soupapes, joints, composants de pompe | ±0.001″ à ±0.003″ | Maintient l'intégrité de la pression et la sécurité opérationnelle |
| Robotique et Automatisation | Systèmes de contrôle de mouvement | Actionneurs, réducteurs, articulations robotisées | ±0.0005″ à ±0.002″ | Permet un mouvement précis et répétable |
| Optiques | Instruments optiques et systèmes d'alignement | Montures d'objectif, miroirs, cadres de positionnement | ±0.0001″ à ±0.001″ | Essentiel pour un alignement précis de la lumière et des performances d'imagerie optimales |
| Machinerie industrielle | Systèmes mécaniques de haute précision | Broches, roulements, arbres | ±0.001″ à ±0.003″ | Assure un fonctionnement fluide, réduit l'usure et les vibrations |
Réflexions finales
Les pièces usinées par CNC dans des applications de haute précision illustrent parfaitement l'existence de machines complexes fonctionnant de concert, la programmation intensive étant un autre facteur déterminant, le tout étant assorti de protocoles de contrôle qualité rigoureux. Bien que ce domaine technologique soit en constante évolution, c'est grâce à une automatisation plus poussée, une surveillance numérique, des améliorations d'usinage et bien d'autres innovations que l'on pourra atteindre l'ultra-précision, une efficacité accrue et des coûts optimisés.