Анализ износа и отказов штампов в процессах штамповки металла
In процессы штамповки металлаштампы — это важнейшие инструменты, используемые для формовки, резки или придания металлу точных форм для различных применений. Хотя штампы проектируются с расчетом на долговечность и точность, со временем они изнашиваются из-за суровых условий, с которыми они сталкиваются в процессе производства. Понимание износа и выхода из строя штампов имеет решающее значение для повышения долговечности и производительности штамповочных штампов, а также снижения затрат на производство. В этой статье рассматриваются причины износа штампов, распространенные типы отказов, а также стратегии анализа и предотвращения отказов штампов в процессах штамповки металла.
Содержание
Причины износа штампов при штамповке металла Процессы
Износ штампа происходит в результате многократного контакта поверхности штампа с штампуемым металлом. Износу штампа, который в конечном итоге может привести к его выходу из строя, способствуют несколько факторов:
- Трение и тепло: Во время штамповки сильное трение между штампом и материалом приводит к выделению значительного количества тепла. Это тепло ускоряет износ, особенно в тех областях штампа, которые непосредственно контактируют с металлом. Чем сложнее операция штамповки, тем больше трение и выделение тепла.
- Твердость и свойства материала: Твердость штампуемого материала играет решающую роль в износе штампа. Более мягкие материалы вызывают меньший износ, в то время как более твердые металлы могут быстро разрушить поверхность штампа. Кроме того, материалы с абразивными свойствами, такие как некоторые сплавы или материалы с включениями, могут ускорить износ.
- Недостаточная смазка: Правильная смазка между штампом и заготовкой помогает уменьшить трение, предотвращая чрезмерный износ и перегрев. Недостаточная или неправильная смазка может привести к чрезмерному выделению тепла и повышенному износу штампа.
- Неправильная конструкция штампа: Бедных штамповка умирают дизайн, такие как недостаточный зазор или плохое выравнивание, могут привести к чрезмерному напряжению и неравномерному износу по всей поверхности штампа. Неравномерный износ может привести к преждевременному выходу из строя и снижению производительности штампа.
- Циклы нагрузки: Штампы подвергаются механическим нагрузкам во время каждого цикла штамповки. Повторные нагрузки и разгрузки могут привести к усталости штампа, что в конечном итоге приведет к трещинам или деформации.
- Взаимодействие инструментов и материалов: Материалы инструмента (например, материал штампа) и характеристики материала заготовки, такие как его пластичность или склонность к образованию окалины, могут вызывать износ. Твердые и хрупкие материалы с большей вероятностью приведут к абразивному износу, тогда как более мягкие материалы могут привести к адгезионному износу.

Распространенные типы отказов штампов in Металлическая штамповка Процессы
В этой таблице обобщены наиболее распространенные типы отказов штампов, которые могут возникнуть в процессе штамповки металла, а также связанные с ними причины и последствия.
| Тип отказа штампа | Вызывать | эффект |
| Износ и истирание | Повторный контакт между штампом и материалом приводит к постепенной деградации. | Снижение точности штампа, грубые поверхности деталей, возможный отказ штампа. |
| Растрескивание | Чрезмерная нагрузка, неправильная термообработка или термоциклирование. | Потеря структурной целостности, сокращение срока службы штампа, дефекты деталей. |
| скалывание | Удар или высокое давление приводят к откалыванию деталей от края штампа. | Снижение функциональности штампа, низкое качество деталей и потенциальный простой. |
| Скачет | Накопление материала из-за трения или отсутствия надлежащей смазки. | Деформация поверхности штампа, дефекты качества, повышенные требования к техническому обслуживанию. |
| Деформация | Несоосность, перегрузка или неправильный выбор материала. | Постоянные изменения формы штампа, потеря точности деталей, преждевременный выход из строя. |
| Проверка тепла | Быстрые перепады температур или плохой отвод тепла. | Растрескивание или выкрашивание поверхности, потеря твердости, сокращение срока службы штампа. |
| Эрозия | Повторяющийся фрикционный контакт приводит к постепенной потере материала с поверхности матрицы. | Снижение точности размеров, увеличение скорости износа и потенциальный отказ. |
| Коррозия | Химические реакции между материалом штампа и заготовкой, часто возникающие из-за влажности или воздействия едких веществ. | Износ материала штампа, плохое качество обработки поверхности детали и снижение производительности штампа. |
Анализ износа и выхода из строя штампа in Металлическая штамповка Процессы
Анализ износа и выхода из строя штампов является важнейшим аспектом повышения эффективности и долговечности штампов, используемых в процессах штамповки металлов. Этот процесс включает в себя сочетание визуальных осмотров, передовых методов испытаний и глубокого анализа характера износа.

Визуальный осмотр
Визуальный осмотр является первым шагом в анализе износа и выхода из строя штампа. Позволяет выявить очевидные повреждения поверхности, такие как трещины, выбоины или изменение цвета. Хотя этот метод полезен для обнаружения крупных, видимых дефектов, он может не выявить более тонкие или внутренние проблемы. Однако регулярные визуальные проверки необходимы для выявления ранних признаков неисправности и быстрого принятия корректирующих мер.
Некоторые распространенные признаки, обнаруживаемые во время визуального осмотра, включают:
- Трещины и переломы: Небольшие трещины могут со временем увеличиваться, приводя к более крупным трещинам, которые могут стать причиной выхода штампа из строя.
- Питтинг и поверхностные повреждения: Неравномерный износ, неровности поверхности и точечная коррозия могут быть результатом воздействия абразивных материалов или неправильной смазки.
- обесцвечивание: Изменение цвета под воздействием тепла указывает на то, что штамп мог подвергаться воздействию высоких температур, что может привести к деградации материала.
1. Микроскопическое исследование
Микроскопический анализ подразумевает использование высокомощных микроскопов или сканирующих электронных микроскопов для более детального исследования поверхности штампа. Этот метод позволяет выявить мелкие детали износа и разрушения, такие как микротрещины, шероховатость поверхности или линии течения материала, которые не видны невооруженным глазом.
Микроскопическое исследование помогает:
- Выявление подповерхностных трещин или небольших деформаций, которые еще не переросли в видимые изломы.
- Понимание переноса материала или истирания, которое происходит, когда металл заготовки прилипает к поверхности штампа.
- Анализ характера абразивного износа и деградации поверхности.
2. Рентгеновское и ультразвуковое исследование
Для более глубокого анализа, особенно для обнаружения внутренних повреждений, которые не видны снаружи, часто применяются методы рентгеновского и ультразвукового контроля. Эти методы неразрушающего контроля (НК) особенно полезны для выявления трещин и пустот в материале штампа, которые могут привести к будущим отказам.
- Рентгеновский контроль использует излучение для получения изображений внутренней структуры штампа. Он может выявить области внутреннего напряжения, пустоты или трещины, которые могут ослабить матрицу.
- Ультразвуковой контроль использует высокочастотные звуковые волны для обнаружения внутренних дефектов или несоответствий материалов. Этот метод полезен для оценки структурной целостности крупных штампов.
Оба метода эффективны для оценки критических участков штампа, особенно в тех частях, которые трудно осмотреть визуально.
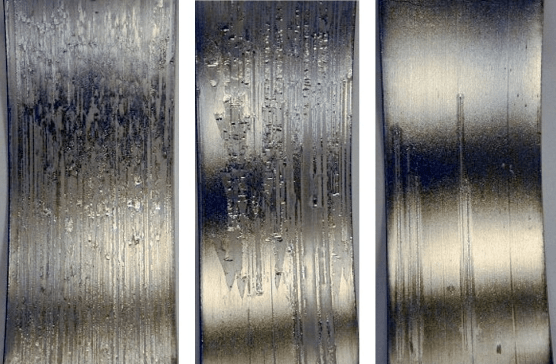
3. Анализ характера износа
Детальное исследование характера износа на штамповка поверхность штампа может многое рассказать о глубинных причинах неудач. Характер износа часто связан с определенными аспектами процесса штамповки, такими как тип штампуемого материала, прилагаемая нагрузка и качество смазки.
Некоторые важные закономерности износа для анализа включают:
- Краевой износ: Износ по краям штампа может указывать на неправильные настройки зазора, недостаточную смазку или неоднородность материала.
- Поверхностный износ: Обычно ожидается равномерный износ поверхности, но чрезмерный износ в определенных областях может указывать на проблемы с выравниванием штампа, неправильную загрузку или локальное высокое трение.
- Деформация или изгиб: Неравномерная деформация может указывать на неправильную геометрию штампа, несоосность или характеристики материала, которые приводят к неравномерному распределению давления.
Изучая эти закономерности, инженеры могут выявить проблемные области и разработать целевые решения, такие как регулировка зазора штампа, улучшение смазки или изменение конструкции штампа.
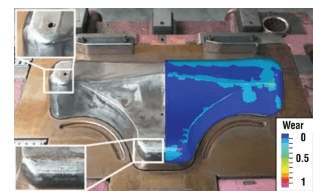
4. Конечно-элементный анализ (ВЭД)
Анализ методом конечных элементов (FEA) — это вычислительный инструмент, используемый для моделирования напряжений, деформаций и напряжений, испытываемых штампами в процессе штамповки. Создавая подробную цифровую модель штампа и подвергая ее моделированию условий эксплуатации, метод конечно-элементного анализа помогает инженерам выявлять области высокого напряжения, усталости или потенциального отказа.
ВЭД позволяет:
- Моделирование поведения штампа в различных условиях, таких как изменение нагрузки и скорости.
- Выявление концентраций напряжений это может привести к растрескиванию или деформации.
- Оптимизация конструкции штампа путем корректировки выбора материала, геометрии и методов охлаждения.
Использование метода конечных элементов может дать бесценную информацию о том, как работают штампы в реальных условиях, что позволяет инженерам вносить изменения в конструкцию, которые минимизируют износ и предотвращают отказы.
5. Анализ материала
Материал, используемый для изготовления штампа, играет важную роль в его эксплуатационных характеристиках и подверженности износу. Анализ состава материала штампа с помощью таких методов, как спектроскопия или испытание на твердость, может выявить такие проблемы, как неправильная термообработка, дефекты материала или неоптимальный выбор материала.
Вот некоторые важные аспекты, которые следует учитывать:
- Твердость: Твердость материала штампа должна соответствовать требованиям операции штамповки. Более твердые материалы, как правило, лучше противостоят износу, но могут стать хрупкими, если их не подвергнуть должной термической обработке.
- Термическая обработка: Неправильная или неравномерная термообработка может привести к неравномерной закалке, из-за чего определенные части штампа станут более подверженными износу или растрескиванию.
- Состав материала: Понимание состава сплава может помочь предсказать, как материал штампа будет реагировать на различные условия, такие как нагрев, давление и трение.
Правильный анализ материалов гарантирует выбор правильных материалов для штампов, что повышает как долговечность, так и производительность.
6. Анализ первопричин отказов
Помимо анализа износа и повреждений, анализ первопричин отказов (RCFA) может дать более глубокое представление о том, почему штамп вышел из строя в первую очередь. Это предполагает тщательное расследование условий эксплуатации, технического обслуживания инструмента и факторов окружающей среды, которые способствовали отказу.
Анализ первопричин помогает ответить на такие вопросы, как:
- Была ли матрица неправильно спроектирована или смещена?
- Был ли процесс штамповки слишком агрессивным для используемого материала?
- Была ли система смазки ненадлежащей или неправильно применена?
Определив основную причину сбоя, можно принять корректирующие меры для предотвращения возникновения подобных проблем в будущем.
Эффективные стратегии предотвращения износа и выхода из строя штампов в процессе штамповки металла
1. Правильная конструкция штампа и выбор материала
Одним из основных факторов предотвращения износа и выхода из строя штампа является обеспечение проектирования и изготовления штампа с учетом особых нагрузок, с которыми он столкнется во время штамповки. Это начинается с выбора правильных материалов для изготовления штампа.
- Выбор материала: Выбирайте материалы с подходящей твердостью, прочностью и износостойкостью для конкретного процесса штамповки. Обычные материалы для штампов включают инструментальные стали, такие как D2, A2 или PM, которые обладают высокой твердостью и долговечностью.
- Термическая обработка: Правильная термическая обработка имеет важное значение для достижения желаемой твердости и прочности. Такие процессы, как закалка, отпуск и азотирование, могут повысить устойчивость материала к износу и деформации.
- Die геометрия: Тщательное рассмотрение геометрии штампа важно для равномерного распределения напряжений по поверхности штампа и минимизации износа в уязвимых точках, таких как края или углы.
2. Оптимальные системы смазки и охлаждения
Недостаточная смазка может привести к чрезмерному трению между штампом и штампуемым материалом, что приведет к быстрому износу. Правильная смазка обеспечивает плавный процесс штамповки и снижает трение, накопление тепла и перенос материала между штампом и заготовкой.
- Выбор смазки: Используйте смазку, соответствующую штампуемому материалу. Для различных металлов, таких как алюминий или сталь, требуются различные типы смазочных материалов для обеспечения бесперебойной работы штампа.
- Регулярное смазывание и техническое обслуживание: Убедитесь, что система смазки обслуживается надлежащим образом, с правильными расходами и точками применения. Недостаток смазки или ее неравномерное нанесение может привести к истиранию и чрезмерному износу.
- Системы охлаждения: В процессах, где выделение тепла является проблемой, необходимо использовать системы охлаждения для поддержания температуры пресс-формы в безопасных рабочих диапазонах. Перегрев может привести к деградации материала, термическому растрескиванию или деформации матрицы.
3. Регулярное техническое обслуживание и осмотр штампов
Текущее обслуживание и осмотр для штампов для штамповки металла имеют решающее значение для выявления потенциальных проблем до того, как они приведут к отказу штампа. Регулярное плановое техническое обслуживание позволяет производителям устранять износ на ранней стадии и заменять или ремонтировать компоненты до того, как они вызовут серьезные проблемы.
- Визуальный осмотр: Регулярно проводите визуальный осмотр на предмет наличия признаков износа, трещин или термических повреждений. Раннее выявление этих проблем позволяет принять превентивные меры.
- Микроскопический и неразрушающий контроль: Периодически проводите микроскопические проверки или используйте методы неразрушающего контроля, такие как рентгеновский или ультразвуковой контроль, для проверки на наличие внутренних трещин, пустот или концентраций напряжений, которые могут быть не видны невооруженным глазом.
- Анализ характера износа: Отслеживайте характер износа штампа, чтобы выявить потенциальные проблемы с выравниванием, проблемы с материалом или неправильные настройки процесса, которые могут способствовать чрезмерному износу.
4. Оптимизация параметров пресса и инструмента
Параметры, используемые в процессе штамповки, такие как скорость пресса, ход и усилие, могут оказывать существенное влияние на износ штампа. Установка оптимальных параметров помогает минимизировать ненужную нагрузку на штамп, сохраняя при этом эффективность производства.
- Скорость нажатия: Высокоскоростные прессы генерируют больше тепла и нагрузки на штамп. Регулировка скорости и усилия пресса в соответствии со спецификациями материала и детали может снизить чрезмерный износ.
- Правильный тоннаж: Крайне важно обеспечить работу пресса с правильным усилием в зависимости от толщины и типа материала. Перегрузка штампа может привести к деформации и преждевременному износу.
- Прогрессивная регулировка штампа: В случаях, когда прогрессивные штампы убедитесь, что выравнивание каждой ступени точное. Несоосность или неравномерное давление могут привести к локальному износу.

5. Использование покрытий штампов
Нанесение покрытий на поверхность штампа может повысить износостойкость, снизить трение и продлить срок службы штампа. Специализированные покрытия могут обеспечить защитный слой, который повышает способность штампа противостоять теплу, коррозии и абразивному износу.
- Твердые покрытия: Нанесите покрытия, такие как нитрид титана (TiN), нитрид хрома (CrN) или алмазоподобный углерод (DLC), чтобы улучшить твердость поверхности и уменьшить трение.
- Покрытия, препятствующие истиранию: Для металлов, склонных к истиранию, таких как нержавеющая сталь, антизадирные покрытия могут предотвратить прилипание материала к поверхности штампа и снизить износ.
6. Правильное выравнивание и настройка штампа
Неправильное выравнивание штампа на этапе настройки может привести к неравномерному давлению на поверхность штампа, что ускоряет износ. Обеспечение точного совмещения штампа и пресса имеет решающее значение для предотвращения ненужных напряжений и преждевременного выхода из строя.
- Выравнивание штампа: Используйте точные инструменты и оборудование для правильного выравнивания штампа относительно пресса. Несоосность может привести к неравномерному износу, снижению точности и преждевременному выходу штампа из строя.
- Нажмите Калибровка: Регулярно калибруйте прессы, чтобы убедиться, что они работают в соответствии с оптимальными параметрами. Несоосность пресса и штампа может привести к дополнительной нагрузке как на пресс, так и на штамп.
7. Использование мягкой оснастки при штамповке прототипов
При штамповке прототипов или мелкосерийных партий рассмотрите возможность использования мягких материалов для оснастки, таких как алюминий или пластик, вместо штампов из твердой стали. Мягкую оснастку проще и дешевле изготавливать, и она может помочь снизить износ на ранних этапах испытаний или итераций проектирования.
Инструменты для прототипов: Мягкие инструменты позволяют быстро выполнять регулировку и меньше подвержены износу, чем твердые инструменты. Хотя они не столь долговечны, как стальные штампы, они могут помочь снизить затраты, связанные с износом на этапе создания прототипа.
8. Обучение сотрудников и обмен знаниями
Часто упускаемая из виду стратегия профилактики износа штампов заключается в обеспечении надлежащей подготовки всего персонала, участвующего в процессе штамповки металла, и его осведомленности о передовых методах работы. Обеспечение понимания операторами влияния обработки инструмента, настроек пресса и правильного обслуживания может иметь большое значение для минимизации износа.
- Обучение операторов: Обучайте операторов правильному обращению с инструментами и регулировке параметров станка для оптимизации срока службы штампов.
- Обмен знаниями: Поощряйте общение между операторами, инженерами и бригадами по техническому обслуживанию для обмена информацией о производительности штампов и потенциальных областях для улучшения.
9. Использование предиктивного обслуживания
Использование методов предиктивного обслуживания, таких как мониторинг вибрации, датчики температуры и диагностика в реальном времени, может обеспечить раннее обнаружение признаков чрезмерного износа или надвигающегося отказа. Эти системы способны обнаруживать изменения в работе штампа или пресса и оповещать бригады по техническому обслуживанию до возникновения неисправности.
- Мониторинг вибрации: Внезапные изменения вибрации могут указывать на несоосность или другие проблемы с прессом или штампом.
- Температурные датчики: Мониторинг изменений температуры в процессе штамповки может помочь обнаружить области чрезмерного нагрева, которые могут способствовать износу штампа.

Резюме
Износ и поломки штампов являются распространенными проблемами в процессах штамповки металла, но понимание их причин и внедрение надлежащих стратегий анализа и профилактики могут значительно улучшить долговечность и производительность штамповка умирает. Используя современные материалы, оптимизируя смазку, улучшая конструкцию штампов и проводя регулярное техническое обслуживание, производители могут снизить риск выхода штампов из строя, гарантируя высокое качество продукции.