5 ключевых моментов, которые нужно знать, что такое глубокая вытяжка штамповки металла
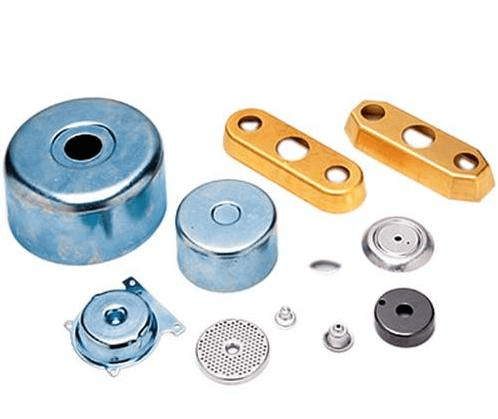
Глубокая штамповка металла используется для создания сложных и точных металлических деталей, особенно имеющих глубокую чашеобразную форму. Этот процесс является продвинутой формой Процесс штамповки металла который включает в себя деформацию плоского листа металла в трехмерную деталь с использованием штампа и пресса. Процесс глубокой вытяжки широко используется в таких отраслях, как автомобилестроение, аэрокосмическая промышленность, медицина и производство товаров народного потребления, благодаря своей эффективности, экономичности и возможности производить высококачественные детали с минимальными отходами материала.
Содержание
Понимание основ Штамповка металла глубокой вытяжки
Глубокая вытяжка — это форма листовой штамповки, при которой плоский металлический лист втягивается в полость штампа под действием пуансона. Металлический лист помещается на матрицу, а пуансон вдавливает его в матрицу, создавая нужную форму. Термин «глубокая вытяжка» обычно относится к изготовлению деталей, глубина которых превышает диаметр заготовки.
Ключевые преимущества
- Высокая точность и согласованность: Глубокая вытяжка штамповка способен изготавливать высокоточные детали с жесткими допусками. Процесс можно автоматизировать для массового производства, гарантируя стабильное качество при выпуске больших партий.
- Прочность и долговечность: Процесс глубокой вытяжки упрочняет материал за счет наклепа. Детали, изготовленные методом глубокой вытяжки, зачастую прочнее и долговечнее, чем детали, изготовленные другими методами производства.
- Материальная эффективность: Поскольку процесс подразумевает минимальные отходы, глубокая штамповка металла является экономически эффективной и экологически чистой. Материал используется эффективно, а отходы сведены к минимуму.
- Сложные геометрии: Возможность создания сложных форм и глубоких деталей различной толщины делает глубокую вытяжку идеальным методом для производства сложных компонентов, используемых в самых разных отраслях промышленности.
- Экономичность для массового производства: После изготовления штампов глубокая штамповка металла становится весьма экономически эффективной для производства больших партий идентичных деталей, поскольку процесс можно автоматизировать для крупносерийного производства.

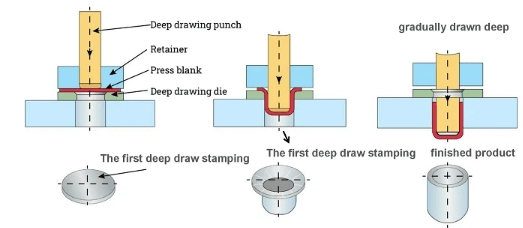
Процесс штамповки металла методом глубокой вытяжки
В этой схеме показаны основные этапы процесса штамповки металла методом глубокой вытяжки, от выбора материала до получения готового продукта, что обеспечивает создание высокоточных и долговечных изделий. металл штамповка части.
| Шаг | Описание |
| 1. Выбор материала | Процесс начинается с выбора подходящего материала листового металла (обычно стали, алюминия или латуни) на основе требуемых свойств конечного продукта. |
| 2. Подготовка заготовки | Плоский лист металла, называемый «заготовкой», разрезается на детали необходимого размера и формы. Эта заготовка является исходным материалом для процесса штамповки. |
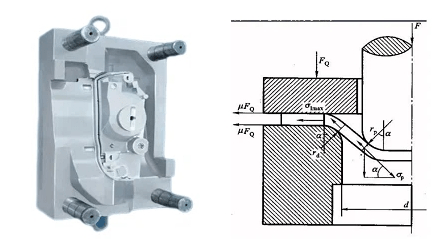
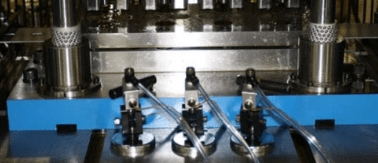
| 3. Проектирование и настройка штампа | Разработан индивидуальный штамп для штамповки и настраивается на основе геометрии и материала детали. Матрица включает в себя пуансон, полость матрицы и другие компоненты, используемые при формовании детали. |
| 4. Штамповка и формовка | Заготовка помещается в матрицу, где пуансон вдавливает металл в полость матрицы, постепенно формируя нужную форму. Этот процесс может включать несколько стадий вытяжки и растяжения. |
| 5. смазывание | Смазочные материалы наносятся на штамп и металл для уменьшения трения, минимизации износа инструментов и улучшения формуемости металла. |
| 6. Рисование | Металл втягивается глубже в матрицу, поскольку пуансон продолжает оказывать давление, удлиняя и придавая металлу форму. Глубина вытяжки является решающим фактором успеха процесса. |
| 7. Перерисовка (при необходимости) | Если для достижения требуемой глубины или сложности детали требуется дополнительная вытяжка, деталь перерисовывается с использованием серии штампов. |
| 8. Обрезка и отделка | После того, как деталь сформирована, излишки материала (облой) обрезаются, и применяются дополнительные процессы отделки (например, сглаживание или удаление заусенцев), чтобы гарантировать готовность детали к использованию. |
| 9. Инспекция и контроль качества | Готовая деталь проверяется на точность, размеры и качество поверхности. Проверки контроля качества проводятся для того, чтобы убедиться, что деталь соответствует спецификациям. |
| 10. Конечный продукт | После прохождения проверки деталь готова к использованию или дальнейшей сборке в более крупные изделия. |
Материалы, используемые при штамповке металла методом глубокой вытяжки
В этой таблице представлен обзор материалов, используемых при глубокой штамповке металла, с указанием их уникальных свойств и типичных областей применения. Каждый материал выбирается с учетом конкретных потребностей продукта, гарантируя высокую производительность в соответствующей отрасли.
| Материал | Описание | Ключевые характеристики | общие приложения |
| Сталь | Широко используемый материал благодаря своей прочности, долговечности и универсальности. | Высокая прочность, вязкость, хорошая формуемость и экономическая эффективность. | Автомобильные детали, промышленное оборудование, компоненты бытовой техники. |
| алюминий | Легкий и устойчивый к коррозии, часто используется в аэрокосмической и автомобильной промышленности. | Легкий, устойчивый к коррозии, хорошо формуется, немагнитный. | Аэрокосмические компоненты, кузовные панели автомобилей, бытовая электроника. |
| Латунь | Сплав меди и цинка, известный своей обрабатываемостью и коррозионной стойкостью. | Отличная коррозионная стойкость, хорошая электропроводность и пластичность. | Электротехнические компоненты, сантехническая арматура, декоративные элементы. |
| Медь | Высокопроводящий металл, используемый в областях, требующих хороших электрических свойств. | Отличная электропроводность, устойчивость к коррозии, мягкость и пластичность. | Электрические разъемы, теплообменники, сантехнические компоненты. |
| Нержавеющая сталь | Коррозионностойкий сплав, часто используемый в суровых условиях. | Высокая коррозионная стойкость, долговечность, прочность и формуемость. | Медицинские приборы, детали для аэрокосмической техники, кухонная техника. |
| Никелевые сплавы | Известны своей способностью работать в условиях высоких температур и агрессивных сред. | Высокая термостойкость, коррозионная стойкость и долговечность. | Детали для аэрокосмической техники, химическое перерабатывающее оборудование, газовые турбины. |
| Титан | Известен своим соотношением прочности к весу и коррозионной стойкостью. | Легкий, прочный, высокоустойчивый к коррозии и высоким температурам. | Авиакосмическая промышленность, медицинские имплантаты, высокопроизводительные автомобильные детали. |
| Углеродистая сталь | Недорогой материал, широко используемый в различных областях применения. | Прочный, износостойкий, экономичный, но без покрытия подвержен коррозии. | Автомобильные детали, строительные компоненты, промышленное оборудование. |
| Оцинкованная сталь | Сталь покрыта цинком для повышения коррозионной стойкости. | Коррозионностойкий, экономичный, долговечный в наружных условиях. | Наружное оборудование, кузовные панели автомобилей, строительство. |

Применение штамповки металла методом глубокой вытяжки
На этой диаграмме представлено комплексное представление о глубокой штамповке металла в различных отраслях промышленности, иллюстрирующее как цель, так и практическое применение этой технологии.
| Промышленность | Описание | Ключевые приложения |
| Автомобильная | Глубокая штамповка используется для изготовления прочных и легких деталей для транспортных средств. | Кузовные панели (двери, капоты, крылья), Детали шасси, Топливные баки |
| Аэрокосмическая индустрия | Используется для изготовления высокопрочных, легких деталей, критически важных для безопасности и эксплуатационных характеристик самолетов. | Панели самолета (обшивка, фюзеляж, крыло), Компоненты двигателя, Конструкционные детали |
| Электроника | Производит точные и долговечные детали для бытовой электроники и устройств. | Корпуса для электроники (смартфоны, планшеты), Разъемы, Компоненты аккумуляторов |
| Потребительские товары | Идеально подходит для создания прочных и экономичных металлических деталей для предметов домашнего обихода. | Кухонная техника, Мебельная фурнитура, Светильники |
| Медицинские приборы | Поставляет высокоточные компоненты, необходимые в медицинских инструментах и устройствах. | Хирургические инструменты, Имплантаты и протезы, Корпуса медицинских приборов |
| Промышленное оборудование | Производит долговечные детали для машин и оборудования, используемых в тяжелых промышленных условиях. | Детали машин (шестерни, корпуса, подшипники), Насосы и клапаны, Детали инструментов и машин |
| Нефть и газ | Создает надежные, высокопрочные детали, выдерживающие экстремальные условия при производстве энергии. | Детали трубопровода (фланцы, соединители), Детали резервуаров, Буровые долота и обсадные трубы |
| Электрокомпоненты | Используется для создания защитных корпусов и разъемов для электрических устройств и систем. | Корпуса разъемов, Распределительные устройства, Электрические шкафы |
| Продукты питания и напитки | Глубокая штамповка обеспечивает безопасную, долговечную упаковку и оборудование для обработки пищевых продуктов. | Банки и контейнеры (для напитков, упаковки пищевых продуктов), Оборудование для переработки пищевых продуктов, Компоненты упаковки |
Задачи и решения в глубокой вытяжке штамповка металла
1. Дефекты материала: сморщивание и разрывы
Вызов
Морщины и разрывы — распространенные проблемы, возникающие, когда металлический материал неравномерно втягивается в матрицу. Образование складок обычно происходит при недостаточном потоке материала или при его скоплении в определенных местах. Разрыв, с другой стороны, происходит, когда прочность материала на растяжение превышается, что приводит к трещинам или расколам.
Решения
- Правильная смазка: Применение правильной смазки помогает уменьшить трение между материалом и матрицей, обеспечивая более плавный поток материала. Смазка помогает предотвратить образование складок, позволяя металлу свободно двигаться во время волочения.
- Оптимизированная конструкция штампа: Регулировка геометрии матрицы и пуансона, например, добавление радиусов углов и увеличение зазоров матрицы, может помочь снизить вероятность образования складок и разрывов.
- Предварительная растяжка: В некоторых случаях предварительное растяжение материала перед вытяжкой может помочь распределить материал более равномерно, уменьшая концентрацию напряжений, приводящую к разрывам.
- Выбор материала: Выбор металлическое тиснение материалы при хорошей формуемости и подходящей толщине для конкретного применения можно свести к минимуму риск образования складок и разрывов.
2. Непостоянная толщина стенок
Вызов
В процессе глубокой вытяжки может быть сложно поддерживать постоянную толщину стенок, особенно при производстве деталей с переменной глубиной или сложной геометрией. Металл может истончиться или распределиться неравномерно, что может повлиять на эксплуатационные характеристики и прочность готовой детали.
Решения
- Несколько стадий рисования: Использование многоэтапных операций вытяжки может помочь равномерно распределить материал и снизить вероятность изменения толщины. Данный подход подразумевает постепенное увеличение глубины детали с использованием ряда штампов все меньшего размера.
- Параметры управления чертежом: Регулировка скорости вытяжки, давления и смазки может помочь поддерживать равномерное распределение материала, особенно при более глубокой вытяжке.
- Предварительный нагрев материала: Небольшой нагрев материала перед глубокой вытяжкой может улучшить его пластичность и формуемость, обеспечивая более равномерную толщину стенок по всей детали.
3. Износ штампа и затраты на инструмент
Вызов
Штампы и пуансоны, используемые при глубокой штамповке металла, подвержены износу из-за высоких усилий и давлений, возникающих в этом процессе. Расходы на оснастку могут быть высокими, а частое обслуживание или замена штампов может привести к увеличению общей стоимости производства.
Решения
- Использование более твердых материалов для инструмента: Использование более прочных инструментальных материалов, таких как карбид или быстрорежущая сталь (HSS), может значительно продлить срок службы матриц и пуансонов.
- Покрытия для инструментов: Нанесение покрытий, таких как нитрид титана (TiN) или карбидные покрытия, может снизить износ, увеличить срок службы инструментов и сократить частоту технического обслуживания.
- Регулярное обслуживание инструмента: Плановые проверки и техническое обслуживание инструмента имеют решающее значение для предотвращения чрезмерного износа, который может привести к дефектам производимых деталей. Поддержание матриц и пуансонов в остром состоянии и надлежащее обслуживание обеспечивает оптимальную производительность.
4. Плохая отделка поверхности
Вызов
Детали глубокой вытяжки часто подвержены дефектам поверхности, таким как царапины, вмятины или окисление. Эти недостатки создают проблемы, особенно когда детали будут использоваться в потребительских целях, например, в электронике или кузовном ремонте автомобилей.
Решения
Для улучшения качества поверхности необходимо применять надлежащую смазку в процессе волочения, поскольку она снижает трение и защищает материал от повреждений. Кроме того, поддержание чистоты и гладкости поверхностей штампов снижает вероятность появления дефектов поверхности. Для дальнейшего улучшения качества поверхности можно использовать такие методы последующей обработки, как полировка, пескоструйная обработка или нанесение защитных покрытий. Для некоторых материалов нанесение защитной пленки в процессе волочения может помочь уменьшить окисление и образование пятен, особенно при работе с металлами, подверженными коррозии.

5. Высокие затраты на установку
Вызов
Для глубокой вытяжки требуются прецизионные штампы и инструменты, проектирование, изготовление и настройка которых могут быть дорогостоящими. При мелкосерийном производстве первоначальные инвестиции в оснастку могут сделать процесс непомерно затратным.
Решения
- Совместное использование штампов и модульные штампы: Для мелкосерийного или опытного производства производители могут использовать общие или модульные штампы, которые можно адаптировать для различных деталей, что снижает стоимость создания штампа.
- Дизайн для технологичности (DFM): Раннее сотрудничество между инженерами-конструкторами и производителями может гарантировать, что детали будут спроектированы с учетом технологичности. Это снижает сложность необходимого инструментария и снижает затраты на настройку в долгосрочной перспективе.
- Быстрое прототипирование:: Такие технологии, как 3D-печать, могут помочь в создании недорогих быстро прототипы штамповка штампы и оснастка, что снижает затраты на настройку новых конструкций и сокращает сроки выполнения заказов.
6. Отпрянуть
Вызов
Упругость — это свойство материала частично возвращаться к своей первоначальной форме после деформации. Это происходит из-за упругого восстановления материала, особенно при его растяжении сверх предела текучести. Упругость может привести к неточностям размеров в готовой детали, что потребует дополнительных корректировок.
Решения
- Переформовка: Один из наиболее распространенных методов компенсации упругого отскока — это слегка придать изделию избыточную форму. Выталкивая материал за пределы конечной желаемой формы в процессе вытяжки, материал может вернуться к правильной форме, пружиня.
- Прогнозирование отскока: Для прогнозирования эффектов упругого возврата на этапе проектирования можно использовать современное программное обеспечение для моделирования. Включив в конструкцию эффект пружинения, производители могут заранее скорректировать параметры инструмента и формовки, чтобы уменьшить количество ошибок.
- Выбор материала: Использование материалов с более низким модулем упругости или более высоким пределом текучести может помочь уменьшить величину упругого возврата, повышая точность размеров.
7. Сложность проектирования инструмента и штампа
Вызов
Для деталей высокой сложности конструкция инструмента и штампа, необходимая для глубокой вытяжки, может оказаться запутанной и сложной. Сложная геометрия, например, с несколькими радиусами, выточками или глубокими сечениями, может усложнить проектирование и производство штампов.
Решения
- Расширенное программное обеспечение CAD/CAE: Программное обеспечение для автоматизированного проектирования (САПР) и автоматизированного проектирования (CAE) позволяет моделировать процесс глубокой вытяжки, помогая проектировщикам предвидеть такие проблемы, как проблемы с потоком материала, складки и несоосность, еще до начала фактического производства.
- Прогрессивная конструкция штампа: Прогрессивные штампы, которые используют ряд этапов для постепенного формирования детали, могут использоваться для деталей с более сложными характеристиками. Такой подход позволяет снизить сложность проектирования штампов и повысить эффективность за счет автоматизации производственного процесса.
- Сотрудничество с экспертами по инструментам: Сотрудничество с опытными проектировщиками и инженерами инструментальной оснастки может помочь справиться со сложностями проектирования штампов для деталей глубокой вытяжки, гарантируя, что конструкция будет соответствовать как функциональным, так и стоимостным требованиям проекта.
Заключение
Благодаря постоянному совершенствованию материалов, инструментов и автоматизации глубокая штамповка металла продолжает оставаться важнейшим методом производства прочных и высокоточных деталей. Способность сочетать в себе эффективность, экономичность и превосходное качество продукции делает этот процесс незаменимым в современных промышленных применениях.