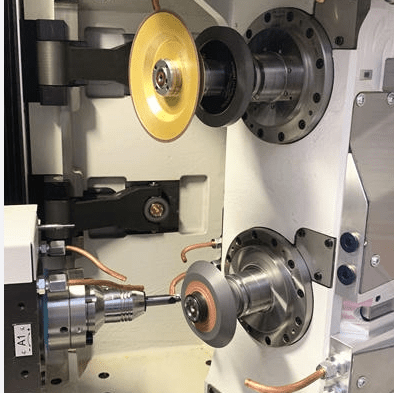
Как улучшить качество поверхности при шлифовании с ЧПУ?
В прецизионном производстве более высокое качество обработки поверхности имеет важное значение для функциональности, внешнего вида и точности размеров. Шлифование с ЧПУ Это важный процесс для производства деталей с жесткими допусками и высокими требованиями к качеству обработки, особенно в аэрокосмической промышленности, производстве медицинского оборудования и пресс-форм. В данной статье рассматриваются основные стратегии и факторы повышения качества обработки поверхности при шлифовании на станках с ЧПУ.
Содержание
Ключевые факторы, влияющие на качество поверхности при шлифовании с ЧПУ
1. Выбор шлифовального круга
Шлифовальные круги являются одними из важнейших элементов, влияющих на качество поверхности.Тип абразива, тип связки, размер и структура шлифовальных кругов влияют на способ снятия материала с обрабатываемой детали. Более крупные зернистости удаляют материал быстрее и оставляют более шероховатую поверхность, а более мелкие зернистости обеспечивают более гладкую поверхность, но с меньшей скоростью снятия материала.
Например, абразивы на основе кубического нитрида бора (КНБ) и алмаза могут быть оптимальным выбором для твёрдых материалов, обеспечивая максимальную прочность и качество обработки. Тип используемой связки (керамическая, полимерная или металлическая) также влияет на то, как круг сохраняет форму и удаляет изношенные абразивы.
2. Правка и правка колес
Со временем шлифовальные круги теряют остроту, покрываются стружкой или глянцем. Правка помогает восстановить режущую способность круга, удаляя тусклые волокна и обнажая новые шероховатые поверхности. Правка обеспечивает сохранение желаемой формы и концентричности круга. Оба эти фактора крайне важны для предотвращения вибрации, неравномерного снятия материала и низкого качества поверхности. Недостаточная последовательность правки или пропуск этого этапа обычно приводит к низкому качеству поверхности и проблемам с размерами.
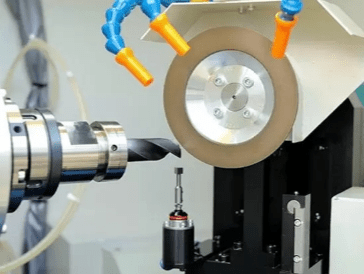
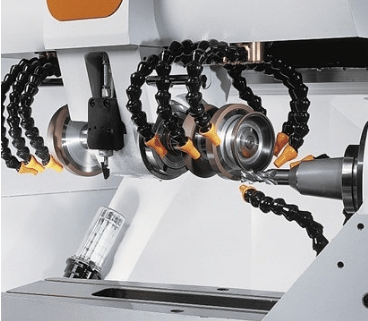
3. Жесткость и стабильность машины
Прочность конструкции шлифовального станка с ЧПУ оказывает существенное влияние на качество поверхности. Станки с высокой жёсткостью и точностью минимизируют прогибы и вибрации при шлифовании, обеспечивая стабильный и устойчивый процесс резки. Любой механический изгиб или несоосность могут привести к появлению следов вибрации или волнистости на поверхности. Прецизионные линейные направляющие, надёжные шпиндели и хорошо натянутые приводные системы способствуют получению более гладких поверхностей.
4. Параметры процесса
Такие параметры резания, как скорость подачи и скорость вращения круга, а также длина реза, влияют на качество поверхности. Более низкая скорость подачи и более высокая скорость вращения круга, как правило, обеспечивают более высокое качество обработки благодаря снижению силы, действующей на каждое зерно абразива, и ограничению термического повреждения.
Кроме того, использование меньшей глубины резания при чистовой обработке может способствовать снижению напряжений и уменьшению трения. Это способствует созданию более ровной текстуры поверхности. Неправильная настройка параметров может привести к перегреву, недостаточному отводу стружки и низкому качеству поверхности.
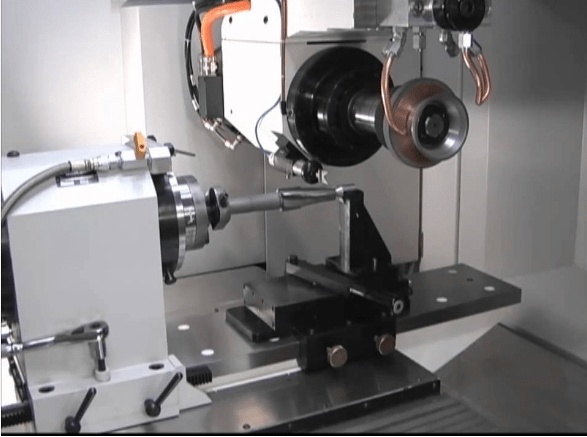
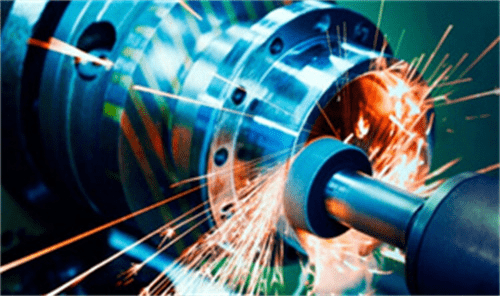
5. Применение охлаждающей жидкости
Эффективная подача СОЖ критически важна для регулирования температуры и удаления стружки, образующейся при шлифовании. Недостаточная подача СОЖ может привести к возгоранию, повреждению поверхностей или разбрызгиванию материала. Правильный выбор СОЖ и правильное расположение сопел обеспечивают равномерное охлаждение и смазку по всей зоне шлифования. Для высокоточных операций обычно используются системы подачи СОЖ под высоким давлением или распылением, которые поддерживают идеальный тепловой режим и предотвращают повреждение поверхности.
6. Свойства материала заготовки
Обрабатываемый материал может напрямую влиять на качество получаемой поверхности. Твёрдые материалы, такие как керамика, требуют специальных абразивных материалов и деликатных параметров обработки, а вязкие или мягкие металлы, такие как алюминий, могут засорять шлифовальный круг и создавать неровную текстуру. При выборе шлифовального оборудования необходимо учитывать твёрдость, состав и микроструктуру материала, чтобы избежать таких дефектов, как микротрещины, задиры и чрезмерный износ круга.
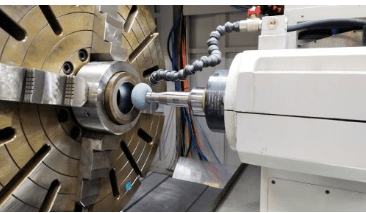
7. Окружающая среда и техническое обслуживание машины
Условия окружающей среды, такие как перепады температур, вибрация соседнего оборудования и загрязнение оборудования, могут повлиять на качество обработки поверхности. Оборудование должно устанавливаться в условиях контролируемой температуры без внешних источников вибрации. Переналадка, включающая проверку систем смазки, калибровку осей и замену изношенных деталей, обеспечит неизменно высокое качество шлифования и отделки.
Методы оптимизации для улучшения качества поверхности в течение Шлифование с чпу Разработка
1. Оптимизация параметров шлифования
Регулировка параметров шлифования — один из наиболее эффективных способов улучшения качества поверхности. Уменьшение скорости подачи позволяет каждой абразивной частице снимать меньше материала за один проход, что приводит к получению более гладких поверхностей. Кроме того, увеличение скорости вращения круга повышает точность шлифования, поскольку сокращается время контакта круга с заготовкой.
Уменьшение глубины резания при чистовой обработке может снизить усилие, прилагаемое к шлифованию, в процессе нагрева, а также деформацию поверхности. Однако эти преимущества обычно достигаются за счёт увеличения продолжительности цикла и требуют поиска баланса между эффективностью и качеством отделки.
2. Выбор подходящего шлифовального круга
Тип используемой шлифовальной машины оказывает существенное влияние на конечную поверхность. Выбор шлифовального круга Более крупные зернистости (например, 180–400) значительно уменьшат шероховатость поверхности. Абразивные материалы должны соответствовать твёрдости и термическим характеристикам детали.
Например, круги из кубического нитрида бора (CBN) идеально подходят для закаленной стали, тогда как алмазные шлифовальные круги больше подходят для карбидов и керамики. Кроме того, использование кругов из мягких сплавов может способствовать самозатачиванию, что обеспечивает равномерный контакт и предотвращает пригорание поверхности.
3. Эффективная правка и правка круга
Правка и рихтовка круга необходимы для улучшения режущей способности круга и обеспечения равномерного снятия материала. Регулярная правка улучшает качество поверхности круга, удаляет засоры и обнажает острые абразивные частицы, что в совокупности обеспечивает более гладкую и качественную поверхность.
Правка — это способ обеспечить стабильную работу круга без осевого или радиального биения, которое может привести к появлению неровностей и вибраций на заготовке. Автоматизированные системы правки в процессе обработки повышают стабильность и сокращают время ремонта.
4. Реализация проходов Spark-Out
Проходы с выбегами позволяют кругам двигаться вокруг заготовки без дополнительной подачи. Этот процесс устраняет остаточные пики, а также корректирует незначительные отклонения формы, вызванные прогибом круга или другими характеристиками материала. Включение нескольких проходов с выбегами на заключительном этапе цикла значительно улучшает однородность поверхностей, особенно на деталях с жесткими допусками.
5. Улучшение систем подачи охлаждающей жидкости
Правильное нанесение охлаждающей жидкости (СОЖ) имеет решающее значение для обеспечения целостности поверхности. СОЖ способствует снижению температуры шлифования, а также смыву стружки и смазке шлифуемой поверхности. Использование систем подачи СОЖ под высоким давлением или сопел регулируемого диаметра позволяет обеспечить более глубокое проникновение СОЖ в зону контакта шлифуемой поверхности.
Это снижает накопление тепла и помогает предотвратить появление таких дефектов поверхности, как пригорание, изменение цвета или микротрещины. Регулярная фильтрация охлаждающей жидкости помогает предотвратить загрязнение и улучшает однородность шлифования.
6. Использование адаптивного управления и мониторинга процессов
Новейшие шлифовальные станки с ЧПУ оснащены интеллектуальными системами управления, которые отслеживают такие переменные, как вращательная нагрузка, вибрация и температура. Эти системы автоматически корректируют условия шлифования для обеспечения оптимальной производительности и качества поверхности.
Например, если система обнаруживает увеличение нагрузки из-за затупления круга и приводит к необходимости в режиме реального времени приостановить процесс правки или снизить скорость подачи, интеллектуальные механизмы обратной связи могут улучшить однородность и качество отделки в различных условиях партии.
7. Вопросы охраны окружающей среды и технического обслуживания
Стабильность условий шлифования часто игнорируется, однако она крайне важна для обеспечения равномерного качества финишной обработки. Колебания температуры снаружи могут вызвать тепловое расширение деталей машины, что может привести к изменению качества финишной обработки.
Шлифовальные станки с ЧПУ следует размещать в помещениях с контролируемым климатом и снижать вибрацию от расположенного рядом оборудования. Регулярное техническое обслуживание направляющих, подшипников шпинделя и шарико-винтовых передач также крайне важно для поддержания точности работы станка и минимизации вибрации.
8. Подготовка материала заготовки
Качество поверхности контролируется не только во время шлифования, но и при предварительной обработке. CNC-обработка Это также важный фактор. Перед шлифованием убедитесь, что заготовка очищена от грязи, окалины и чрезмерной шероховатости, что может повысить эффективность процесса и улучшить конечный результат. В некоторых случаях шлифовальные операции перед точением или фрезерованием следует оптимизировать, чтобы минимизировать шероховатость первой поверхности.
Материальные соображения при шлифовании на станках с ЧПУ
Эта диаграмма описывает способы, которыми различные свойства материалов влияют на стратегии шлифования с ЧПУ и поверхность качество отделки.
| Тип материала | Характеристики: | Задачи | Советы по оптимизации |
| Закаленная сталь | Высокая твердость, отличная износостойкость | Риск ожога. Износ колес. | Используйте высокий поток охлаждающей жидкости, чтобы уменьшить глубину резания и замедлить скорость подачи. |
| карбид | Чрезвычайно прочный и хрупкий | Микротрещины и термические повреждения | Используйте низкое давление при шлифовке. Алмазные круги на смоляной связке. |
| Нержавеющая сталь | Материал прочный и легко закаляется. | Размазывание, чувствительность к теплу | Агрессивное применение СОЖ, умеренная скорость подачи |
| Алюминий: | Гибкий, мягкий и восприимчивый к нагрузкам на колеса | Размазывание поверхности, засорение колеса | Используйте круги открытой конструкции, небольшие разрезы, высокое давление охлаждающей жидкости |
| Титан | Реактивный, низкая теплопроводность | Остекление колес, термические трещины | Используйте острые диски, управляйте нагревом и используйте достаточное количество охлаждающей жидкости. |
| Чугун | Хрупкий, хорошо поддается обработке | Образование пыли, сколы кромок | Используйте охлаждающую жидкость в виде тумана или высушите и уменьшите скорость вращения колеса. |
| Керамический гранулированный песок для гидроразрыва | Чрезвычайно твердый, хрупкий и прочный | Выкрашивание, высокий износ инструментов | Используйте низкую скорость подачи, а также медленную скорость вращения круга и большой поток охлаждающей жидкости. |
| Пластмассы и композиты | Низкая температура плавления, как правило, наполнители с абразивными свойствами | Расслоение, плавление или засорение колеса | Используйте низкоскоростное шлифование, избегайте чрезмерного нагревания. |
Инструменты для измерения и контроля качества поверхности при шлифовании с ЧПУ
Достижение желаемого качества поверхности — лишь часть задачи, и возможность точно измерить и проверить качество этой поверхности не менее важна. Без надлежащих инструментов для измерения и контроля производители сталкиваются с проблемами качества, увеличением объёма работ и недовольством клиентов.
Понимание показателей чистоты поверхности
Качество поверхности обычно измеряется с помощью показателей шероховатости, таких как R (арифметическая нормальная шероховатость) или Rz (средняя высота от пика до впадины), а также Rt (общая высота профиля шероховатости). Эти измерения помогают определить степень гладкости или текстуры поверхности и влияют на качество уплотнения, износа или скольжения деталей в процессе эксплуатации. Оптимальный метод контроля зависит от требуемого уровня точности, типа используемого материала и формы детали.
| Метрика | Полное имя | Определение | Ед. | Что это означает |
| Ra | Среднее арифметическое значение шероховатости | Среднее значение абсолютных отклонений от средней линии поверхности за длительный период выборки | Микрометры (мкм) | Общий показатель гладкости поверхности |
| Rz | Средняя максимальная высота профиля | Среднее вертикальное расстояние между пятью вершинами с самыми высокими высотами и пятью долинами с самыми глубокими долинами | Микрометры (мкм) | Крайняя шероховатость бликов больше, чем Ra |
| Rt | Общая высота профиля | Вертикальное расстояние между вершиной с самой высокой точкой и долиной с самой низкой точкой на протяжении оценки | Микрометры (мкм) | Максимальное отклонение поверхности |
| Rq | Среднеквадратическая шероховатость | Квадратный корень из среднего квадрата отклонений средняя линия | Микрометры (мкм) | Более склонен к отклонениям больших величин, чем Ra |
| Rp | Максимальная высота пика профиля | Высота пика измеряется от средней линии до пика с самым высоким профилем. | Микрометры (мкм) | Оцените самый большой выступ |
| Rv | Максимальная глубина долины профиля | Глубина долины от срединной линии до самой глубокой долины | Микрометры (мкм) | Оцените наиболее обширный дефект поверхности |
| Sk | Глубина шероховатости сердцевины | Высота зоны основного материала в пределах кривой подшипника | Микрометры (мкм) | Измерение износостойкости поверхностей подшипников |

Распространенные инструменты для осмотра поверхности
Контактные профилометры
Контактные профилометры являются одними из наиболее распространённых инструментов для контроля качества поверхности при шлифовании на станках с ЧПУ. Они используют алмазный наконечник с эластомерным покрытием, который отслеживает поверхность и измеряет выступы и впадины вдоль линейного маршрута. Полученные данные затем преобразуются в показатели шероховатости, такие как Ra или Rz. Контактные профилометры отличаются высокой точностью и широко используются в отраслевых стандартах.
Однако они могут оказаться непригодными для деликатных поверхностей или сложных геометрических форм из-за давления щупа и линейного характера измерений.
Бесконтактные оптические профилометры
Бесконтактные оптические профилометры используют свет, обычно белый свет или лазерную интерферометрию, для исследования поверхности без прикосновения к ней. Эти устройства способны создавать высококачественные двухмерные и трёхмерные карты текстуры поверхности, фиксирующие мельчайшие детали с субмикронным разрешением.
Они идеально подходят для мягких и чувствительных материалов, а также для случаев, когда контакт со щупом может повредить покрытие. Бесконтактные методы быстрее и лучше подходят для измерения неровных или изогнутых поверхностей, хотя они могут быть более чувствительны к отражению от поверхности, а также к окружающему шуму.
Атомно-силовая микроскопия (АСМ)
Атомно-силовая микроскопия обеспечивает наномасштабную точность для исследования поверхностей сверхвысокого разрешения, особенно в микрообработке или сложном производстве. АСМ делает это, сканируя острый объект по поверхности и измеряя действующие на него силы. Несмотря на непревзойденную читаемость, АСМ обычно используется в исследовательских, полупроводниковых и нанотехнологических приложениях из-за своей сложности, малого размера сканируемой области и уникальной стоимости.
Измерители шероховатости поверхности с портативными устройствами
Портативные приборы для измерения шероховатости поверхности удобны и гибки в использовании как на объекте, так и в процессе инспекции. Эти приборы, как правило, основаны на контактных измерениях, однако они специально разработаны для быстрой проверки, а не для получения полных метрологических отчетов. Они обычно используются в производственных условиях, где требуется мгновенная обратная связь и операторы могут оперативно корректировать параметры шлифования.
3D лазерные сканеры
Лазерные сканеры с 3D-технологией теперь используются в шлифовальных станках с ЧПУ, особенно когда речь идет о индивидуальный ЧПУ части Сканеры сложной и произвольной формы позволяют получить полный контур поверхности, анализируя объект и создавая трёхмерную цифровую модель. Они помогают не только анализировать шероховатость, но и выявлять искажения формы и отклонения размеров. Хотя обычно они используются не только для финишной обработки поверхности, эти сканеры могут предоставить информацию для контроля качества.
Интеграция с системами ЧПУ и автоматизацией
Современные шлифовальные системы с ЧПУ позволяют интегрировать контроль качества поверхности непосредственно в производственные линии, используя данные измерительных приборов и датчиков. Эти системы позволяют отслеживать в режиме реального времени вибрацию, износ инструмента или акустический сигнал, который можно сопоставить с характером обработки поверхности.
Благодаря сочетанию данных датчиков и программного обеспечения систем управления устройства могут автоматически изменять скорость подачи или запускать процессы обработки поверхности для поддержания желаемого уровня чистоты обработки без вмешательства.
Резюме
Повышение качества поверхности при шлифовании на станках с ЧПУ — многогранная задача, требующая тщательного контроля за выбором инструмента, настройкой станка, параметрами процесса и условиями окружающей среды. Системный подход, уделяющий первостепенное внимание обслуживанию круга, калибровке станка и точной настройке параметров, позволит производителям стабильно получать высококачественную отделку, соответствующую отраслевым стандартам или превосходящую их.







