Как изготавливать детали на станках с ЧПУ для применений с жесткими допусками?
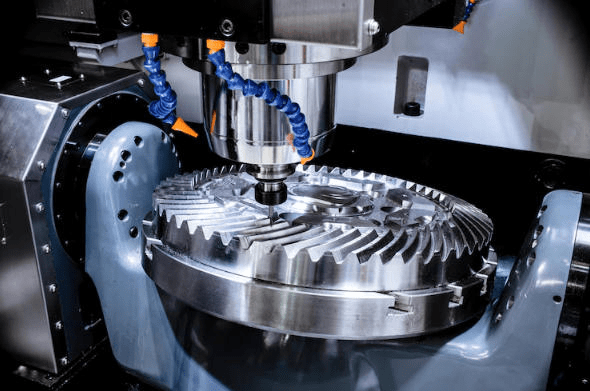
Обработка на станках с ЧПУ является важнейшим методом производства для применений с жесткими допусками, таких как аэрокосмическая, медицинская, автомобильная, полупроводниковая промышленность и т. д., для изготовления компонентов с высочайшей точностью. Точные размеры деталей, изготовленных на станках с ЧПУ, должны достигаться с точностью до микрона, чтобы гарантировать их работоспособность и безопасность. Сочетание передовых систем управления, высококачественного инструмента и оптимизированных процессов позволяет Детали с ЧПУ чтобы достичь именно такого уровня точности.

Содержание
Понимание жестких допусков в станках с ЧПУ. Запчасти
Жесткий допуск Детали с ЧПУ Речь идёт о производственном процессе, в ходе которого создаются детали, размеры которых могут лишь минимально отличаться от заданных параметров. Применение этой технологии требует точных допусков, поскольку любая малая погрешность измерения приведёт к сбою системы, снижению эффективности работы и увеличению угроз безопасности.
Для достижения высокоточных результатов необходимы как современные станки с ЧПУ, так и глубокое понимание свойств материалов, факторов окружающей среды и методов обработки. В процессе необходимо контролировать все элементы, связанные с тепловым расширением, деформацией инструмента и вибрацией станка, для получения стабильных результатов.
Ключевые факторы, влияющие на высокую точность изготовления деталей на станках с ЧПУ.
Данная диаграмма представляет собой структурированный обзор того, как различные факторы влияют на возможность достижения и поддержания жестких допусков при обработке на станках с ЧПУ.
| фактор | Описание | Влияние на толерантность |
| Точность станка | Точность и жесткость конструкции и компонентов станка с ЧПУ. | Непосредственно определяет достижимую точность размеров. |
| Качество инструмента и Носить | Состояние, материал и острота режущих инструментов | Изношенный инструмент приводит к смещению размеров и ухудшению качества поверхности. |
| Свойства материала | Твердость, упругость и термические свойства материала заготовки. | Влияет на деформацию, силы резания и устойчивость. |
| Тепловые эффекты | Тепло, выделяемое в процессе обработки, и колебания температуры окружающей среды | Вызывает расширение/сжатие машины и заготовки. |
| Крепление и зажимные приспособления | Стабильность и жесткость крепления детали во время обработки. | Некачественная фиксация приводит к вибрации и смещению. |
| Программирование ЧПУ | Точность траекторий движения инструмента и стратегий обработки | Некачественное программирование приводит к геометрическим и размерным ошибкам. |
| Вибрация машины | Вибрации, возникающие при работе оборудования или из внешних источников. | Это приводит к вибрации, влияя на качество поверхности и размеры. |
| Параметры резки | Скорость, скорость подачи и глубина резания | Неправильные параметры увеличивают износ инструмента и погрешность размеров. |
| Операторское мастерство | Опыт и квалификация токаря | Человеческий фактор может повлиять на стабильность настройки и процесса. |
| Измерения и Инспекция | Точность контрольно-измерительных инструментов и систем внутрипроизводственных измерений. | Неточные измерения приводят к необнаруженным отклонениям. |
Передовые методы для производства Детали, изготовленные на станках с ЧПУ, в стесненных условиях.tприложения терпимости
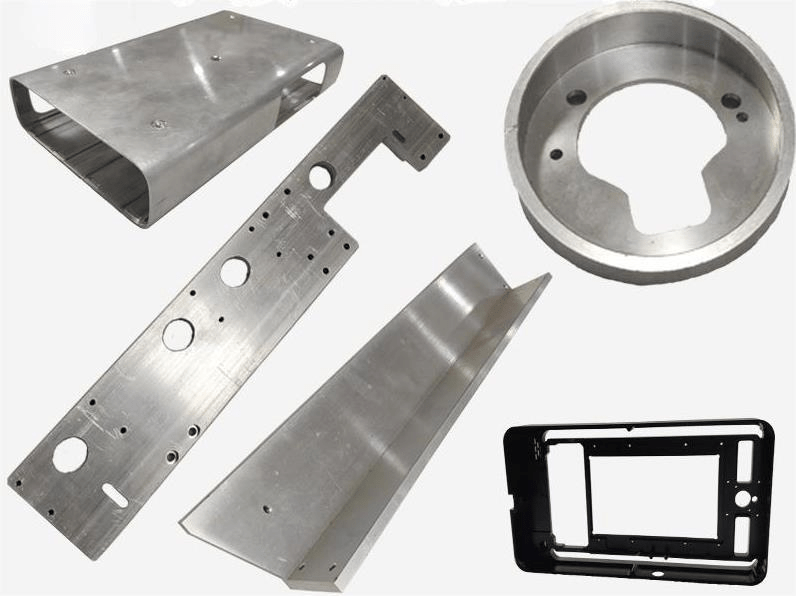
В аэрокосмической отрасли, производстве медицинских приборов, оптики и полупроводниковых изделий требуются детали, изготовленные на станках с ЧПУ, которые соответствуют строгим требованиям к размерам и качеству поверхности. Для достижения такого уровня точности производители должны внедрять передовые методы обработки, выходящие за рамки традиционных практик, интегрируя новейшие технологии, оптимизированные процессы и интеллектуальные системы управления.
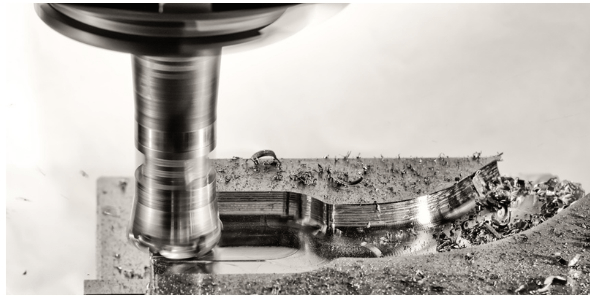
1. Высоко-sскоростная обработка
Высокоскоростная обработка Технологии начинают давать о себе знать. При использовании высоких скоростей можно достичь высокой точности и качества обработки поверхности, поскольку силы резания уменьшаются, а более низкие скорости резания приводят к меньшему выделению тепла и меньшему износу инструмента. Традиционный механический анализ процесса обработки больше не считается достаточным для повышения производительности — отсюда и появление высокоскоростных методов обработки, применяемых в условиях чрезвычайно высокой скорости работы.
Одним из ключевых преимуществ высокоскоростной обработки является более плавное резание. Очень важным преимуществом такого механизма является также улучшение качества обрабатываемой поверхности. Кроме того, он устраняет необходимость транспортировки к вторичным процессам. В целом, этот механизм наиболее полезен при обработке тонкостенных или деликатных деталей, где усилие (без которого обработка невозможна) имеет тенденцию к неконтролируемой деформации деталей.
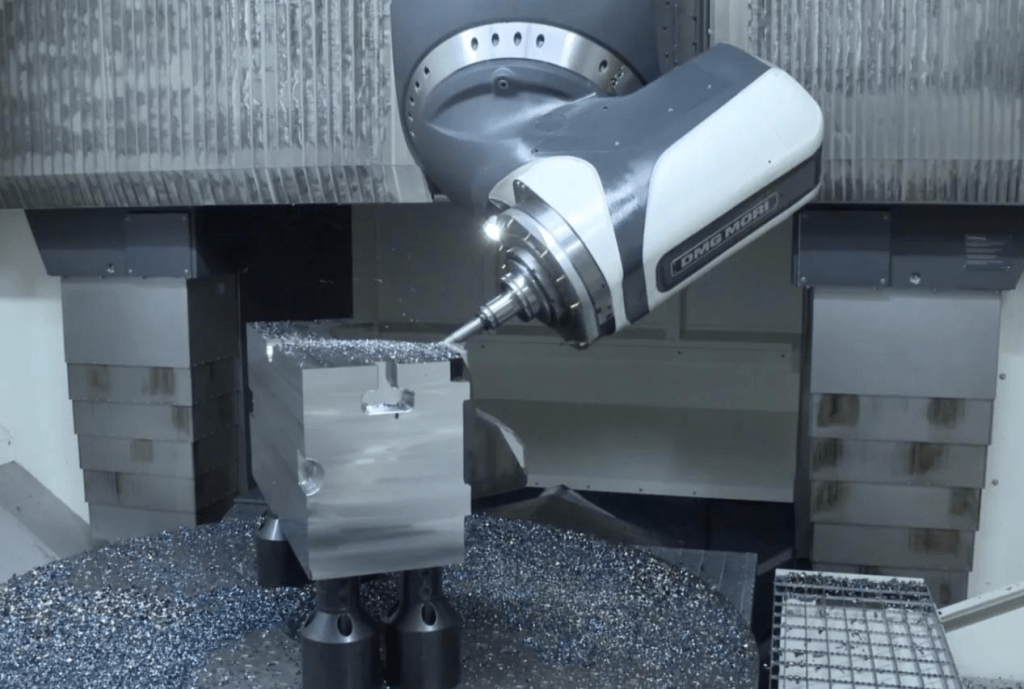
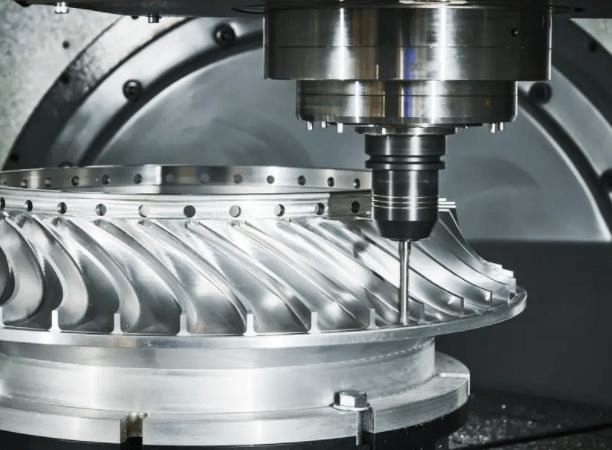
2. Многоосевая обработка
Многоосевая обработка, разработанная с использованием фрезерования с ЧПУ; в частности, 5 оси ЧПУ обработка Производственная мощность, обеспечивающая изготовление сложных геометрических форм за одну установку. Благодаря этому процессу обработки устраняется большое количество деформаций, возникающих в результате перестановки заготовок, — распространенная ошибка выравнивания волокон.
В результате многоосный ЧПУ обработкаБлагодаря тесному взаимодействию режущего инструмента и заготовки обеспечивается геометрическая точность всех сложных элементов и гарантируется стабильность допусков. Среди прочего, это открывает бесчисленные возможности для оптимизации обработки за счет правильного выравнивания режущего инструмента. Этот положительный аспект обработки минимизирует износ инструмента и повышает качество поверхности.
3. Адаптивные стратегии траектории обработки
Современное программное обеспечение CAM позволяет использовать ЧПУ траектории движения инструмента которые адаптируются к изменениям в процессе благодаря обратной связи в режиме реального времени. Интеллектуальная стратегия предполагает поддержание постоянного бокового зацепления и достижение практически постоянных сил резания для минимизации возмущений и неточностей во время обработки.
Таким образом, адаптивные методы успешно сочетаются со стратегиями оптимизации срока службы инструмента Give Your Tool (GYT) IDEAL в системе, что, как правило, приводит к значительному увеличению и оптимизации срока службы инструмента, улучшению качества поверхности и стабильной точности при изготовлении сложных или высокоточных деталей. Примерами хорошо работающих адаптивных стратегий являются трохоидальное фрезерование и метод постоянной нагрузки стружки.
4. Измерение параметров в процессе производства и обратная связь в реальном времени.
Станки с ЧПУ могут быть оснащены системами внутрипроцессного измерения для мониторинга и корректировки операций обработки в реальном времени. Для контроля отклонений инструмента и детали, а также для выдачи предупреждений в процессе обработки могут использоваться циклы измерения, лазерные измерительные системы или сенсорные датчики.
Кроме того, благодаря возможности полагаться на автоматическую компенсацию износа инструмента, компенсацию теплового расширения или компенсацию незначительных неточностей, большая часть этих факторов будет находиться в пределах допустимых отклонений и не потребует ручного вмешательства. Такой подход также приводит к снижению процента брака и повышает общую надежность процесса.
5. Методы терморегулирования и компенсации
Наибольшую обеспокоенность в контексте высокоточной механической обработки вызывают колебания температуры. Современные технологии позволили добиться значительных успехов как в управлении, так и в компенсации теплового воздействия.
Станки, оснащенные термодатчиками и алгоритмами компенсации, могут быть настроены на корректировку своего положения по мере необходимости для компенсации теплового расширения. Поддержание комфортной температуры в цехе в сочетании с использованием системы охлаждения с регулируемой температурой поможет уменьшить тепловые деформации как в станке, так и в обрабатываемой детали.
6. Решения для прецизионной фиксации и закрепления заготовок
Специальная оснастка помогает поддерживать стабильность детали во время обработки, поэтому она крайне необходима. Вакуумные зажимы, гидравлические зажимы и системы нулевой точки зажима обеспечивают очень точную фиксацию положения, минимизируют вибрацию и идеально подходят для этих целей. Системы особенно важны для успешной обработки деталей с тонкими стенками или в твердых материалах, где даже малейшие перемещения могут ухудшить точность размеров. Еще одним важным преимуществом является то, что правильная оснастка сокращает время настройки и обеспечивает более высокую повторяемость результатов.
7. Мониторинг оборудования и прогнозирующее техническое обслуживание
Технологии мониторинга инструмента являются неотъемлемой частью обрабатывающих центров с ЧПУ.Это помогает передавать информацию о состоянии инструмента в режиме реального времени. Для мониторинга самого инструмента используются различные датчики, работающие в соответствии с определенными правилами, включающими многочисленные предупреждения и сигналы тревоги. Мониторинг сил резания или амплитуд в режиме реального времени возможен путем анализа данных с этих датчиков, а наблюдатели, связанные с выбранными параметрами, позволяют получить доступ к конкретной информации.
Прогнозируемое техническое обслуживание, основанное на имеющихся данных, позволяет предсказывать, когда следует заменить определенные инструменты, чтобы предотвратить их поломки и обеспечить стабильное качество обработки. Такая политика технического обслуживания не только улучшила контроль допусков, но и минимизировала время простоя и снизила эксплуатационные расходы.
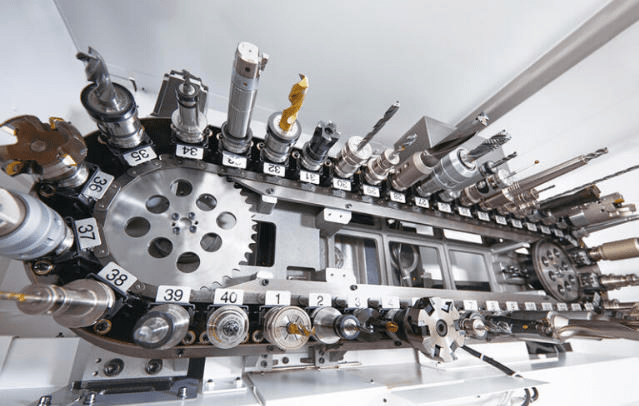
8. Передовые технологии режущего инструмента
Эта диаграмма суммирует наиболее важные передовые технологии режущего инструмента которые позволяют производителям достигать и поддерживать жесткие допуски при обработке деталей на станках с ЧПУ.
| Технология Инструмента | Описание | Ключевые преимущества | Типичные применения |
| Твердосплавные режущие инструменты | Инструменты, изготовленные из карбида вольфрама, обладающие высокой твердостью и износостойкостью. | Отличная жесткость, высокая точность, длительный срок службы инструмента. | Детали для высокоточной механической обработки, аэрокосмической и автомобильной промышленности. |
| Инструменты из поликристаллического алмаза (PCD) | Инструменты со спеченными алмазными частицами | Высокая износостойкость, превосходная чистота поверхности. | Цветные металлы, композиты, алюминиевые сплавы |
| Инструменты из кубического нитрида бора (CBN) | Сверхтвердые инструменты, уступающие по твердости только алмазу. | Идеально подходит для работы с твердыми материалами, сохраняет остроту при высоких температурах. | Закаленная сталь, высокоточная обработка поверхности. |
| Режущие инструменты с покрытием | Инструменты, покрытые TiN, TiAlN, DLC или аналогичными покрытиями. | Сниженное трение, улучшенная термостойкость, увеличенный срок службы инструмента. | Высокоскоростная обработка, агрессивные материалы |
| Микрозернистый твердосплавный инструмент | Твердосплавные инструменты с более мелкозернистой структурой | Повышенная прочность и сохранение остроты лезвия. | Микрообработка, сложные и мелкие компоненты |
| Керамический режущий инструмент | Инструменты, изготовленные из современных керамических материалов. | Высокая износостойкость, подходит для высокоскоростной резки. | Чугун, суперсплавы, финишная обработка. |
| Инструменты с алмазным покрытием | Твердосплавные инструменты, покрытые тонким слоем алмаза. | Сочетает в себе прочность карбида с твердостью алмаза. | Абразивные материалы, композиты, обработка графита |
| Высокопроизводительные концевые фрезы | Специализированная геометрия, разработанная для эффективного удаления стружки. | Повышенная устойчивость, снижение вибрации, улучшенное качество поверхности. | Сложные геометрические формы, фрезерование с высокой точностью. |
| Инструменты для создания вариабельной спирали/вариабельного шага спирали | Инструменты, предназначенные для снижения гармонических вибраций. | Сведение вибраций к минимуму, повышение точности размеров. | Прецизионное фрезерование, тонкостенные компоненты |
| Системы мониторинга состояния инструмента | Датчики, интегрированные в инструментальные системы, позволяют отслеживать износ и производительность. | Обратная связь в режиме реального времени, снижение риска отказа инструмента. | Автоматизированные системы ЧПУ, высокоточное серийное производство. |
9. Автоматизация и цифровая интеграция
Автоматизация привела к изменению подхода к обработке на станках с ЧПУ, первоначально стандартизировав все процессы и исключив человеческие ошибки. Роботизированные загрузчики, автоматические устройства смены инструмента и паллетные системы увеличили площади производства, требующие минимального внимания со стороны человека.
Тенденция цифровой интеграции, включая использование технологий промышленного интернета вещей (IIoT), позволяет машинам обмениваться данными в режиме реального времени. Это дает возможность усовершенствовать методы мониторинга процессов и анализа данных, оптимизируя их для обеспечения жесткого контроля над процессами от одного производственного цикла к другому.
10. Методы чистовой обработки поверхности и микрообработки
Достижение требуемого чистота поверхности деталей, обработанных с помощью ЧПУ В прецизионных приложениях этому аспекту следует уделять как минимум такое же внимание, как и окончательной доработке требуемых размеров. Хонингование, шлифовка, притирка и полировка являются дополнительными услугами, улучшающими качество поверхности материала.
Минимально инвазивные методы, используемые в микрообработке, такие как микрофрезерование и электроэрозионная обработка, полезны для вырезания мельчайших деталей и элементов. Такие методы позволяют добиться максимально точного и глубокого исполнения, вплоть до микрометрового уровня, при изготовлении медицинских и электронных компонентов.

Проблемы в производства Детали, изготовленные на станках с ЧПУ, для плотной упаковки.tприложения терпимости
На этой диаграмме обобщены основные препятствия, с которыми сталкиваются производители при выпуске продукции. высокая точность подгонянный ЧПУ обработка части для применений с жесткими допусками и соответствующие стратегии для эффективного решения таких задач.
| Вызов | Описание | Влияние на производство | Стратегии смягчения |
| Ограничения машины | Присущие станкам с ЧПУ пределы точности и износ с течением времени | Сложности в поддержании сверхжестких допусков. | Регулярная калибровка, использование высокоточных станков, системы термокомпенсации. |
| Износ и поломка инструмента | Постепенное изнашивание или внезапный выход из строя режущих инструментов | Смещение размеров, исключительно высокое качество поверхности. | Системы мониторинга инструмента, плановая замена, высококачественный инструмент. |
| Тепловое расширение | Тепло, выделяемое в процессе обработки, влияет на размеры станка и заготовки. | Вызывает отклонения в размерах и несоответствия. | Системы с регулируемой температурой, системы охлаждения, термокомпенсация |
| Деформация материала | Упругая или пластическая деформация в процессе обработки. | Потеря точности размеров, особенно в тонких деталях. | Оптимизируйте параметры резки, используйте правильную оснастку, выбирайте подходящие материалы. |
| Сложные геометрии | Сложные конструкции, требующие многоосевой обработки. | Повышенная сложность настройки и риск ошибок выравнивания. | Используйте 5-осевую обработку и передовое программное обеспечение CAM. |
| Проблемы с расписанием матчей | Трудности с надежным удержанием хрупких или сложных деталей. | Вибрация, движение и смещение | Изготовление на заказ зажимных приспособлений, вакуумных или гидравлических зажимных систем. |
| Вибрация и болтовня | Вибрации станка или инструмента во время резки | Плохое качество обработки поверхности и неточности размеров. | Повышение жесткости станка, оптимизация параметров резки, использование методов демпфирования. |
| Ошибки программирования | Неточные траектории движения инструмента или неоптимальные стратегии обработки. | Геометрические отклонения и бракованные детали | Моделирование и проверка с использованием передового программного обеспечения CAM. |
| Ограничения измерения | Неточность в инструментах или методах контроля | Необнаруженные ошибки и нарушения допустимых отклонений | Используйте координатно-измерительные машины, лазерные измерительные приборы и системы контроля качества в процессе производства. |
| Изменения окружающей среды | Изменения температуры окружающей среды, влажности или внешние возмущения | Влияет на стабильность работы оборудования и точность измерений. | Поддерживайте контролируемые условия в цехе. |
| Высокие производственные затраты | Увеличение времени, инструментов и требований к контролю качества. | Увеличение производственных затрат и снижение прибыльности. | Оптимизация процессов, автоматизация и принципы бережливого производства. |
| Требования к квалифицированной рабочей силе | Требуются опытные операторы и программисты. | Риск человеческой ошибки и непостоянного качества | Программы обучения, стандартные операционные процедуры, поддержка автоматизации. |
Применение деталей, изготовленных на станках с ЧПУ, в условиях жестких допусков
На этой диаграмме показано, как детали, изготовленные на станках с ЧПУ, играют важную роль в задачах с жесткими допусками, где точность, безопасность и производительность имеют решающее значение.
| Промышленность | Область применения | Типичные детали, изготовленные на станках с ЧПУ. | Требования к допускам | Важность жестких допусков |
| Аэрокосмическая индустрия | Конструкции самолётов и компоненты двигателей | Турбинные лопатки, кронштейны, корпуса | ±0.001″ (±0.025 мм) или плотнее | Обеспечивает безопасность, аэродинамическую эффективность и надежность работы. |
| Медицинские приборы | Хирургические инструменты и имплантаты | Костные винты, протезы, ортопедические имплантаты | ±0.0005″ (±0.012 мм) | Крайне важен для безопасности пациента и биологической совместимости. |
| Автомобильная | Системы двигателя и трансмиссии | Поршни, топливные форсунки, компоненты редуктора | От ±0.001″ до ±0.005″ | Повышает эффективность, долговечность и улучшает контроль выбросов. |
| Электроника | Прецизионные компоненты и корпуса | Разъемы, радиаторы, микрокорпуса | От ±0.0005″ до ±0.002″ | Обеспечивает правильную посадку, электрические характеристики и отвод тепла. |
| Полупроводниковое | Оборудование для обработки вафель | Камеры, приспособления, прецизионные платформы | От ±0.0001″ до ±0.001″ | Необходимо для работы в сверхчистых условиях и обеспечения микроскопической точности. |
| Защита и Армия | Системы вооружения и компоненты наведения | Детали ракет, оптические крепления, системы наведения | От ±0.0005″ до ±0.002″ | Обеспечивает оперативную точность и надежность выполнения задач. |
| Энергетика (нефть) и Газ) | Буровое и разведочное оборудование | Клапаны, уплотнения, компоненты насосов | От ±0.001″ до ±0.003″ | Обеспечивает герметичность под давлением и безопасность эксплуатации. |
| Робототехника и Автоматизация | Системы управления движением | Исполнительные механизмы, редукторы, роботизированные шарниры | От ±0.0005″ до ±0.002″ | Обеспечивает точное перемещение и повторяемость. |
| Оптика | Оптические приборы и системы юстировки | Крепления объективов, зеркала, позиционирующие рамки | От ±0.0001″ до ±0.001″ | Незаменим для точной юстировки источника света и качества изображения. |
| Промышленное оборудование | Высокоточные механические системы | Шпиндели, подшипники, валы | От ±0.001″ до ±0.003″ | Обеспечивает бесперебойную работу, снижает износ и вибрацию. |
Заключение
Детали, изготовленные на станках с ЧПУ в условиях высокой точности, наглядно демонстрируют существование сложных механизмов, работающих бок о бок, с интенсивным программированием как еще одним определяющим фактором, и, наконец, с соблюдением строгих протоколов контроля качества. И хотя эта технологическая сфера постоянно совершенствуется, именно более сложная автоматизация, цифровой мониторинг, усовершенствования в обработке и многое другое позволят достичь сверхточной обработки при еще большей эффективности и тщательно оптимизированных затратах.