Üfleme Kalıplama ve Enjeksiyon Kalıplama: 10 Temel Fark
Modern plastik üretiminde, sektörde çeşitli üretim süreçleri mevcuttur ve bunların arasında en popüler olanları şişirme kalıplama ve enjeksiyon kalıplamadır. Her ikisi de ham plastik malzemeleri belirli şekillere uygun formlara dönüştürebilse de, yapıları karmaşıklık, doğruluk ve uygulanabilirlik açısından farklılık gösterir.
Son derece hassas, karmaşık veya endüstriyel sınıf plastik parçalar üretmek isteyen şirketler, enjeksiyon kalıplamanın alternatiflerine göre daha verimli ve uygun maliyetli olduğunu düşünüyor. Bu makale, üfleme kalıplama ve enjeksiyon kalıplama Uygulamanız için en uygun plastik şekillendirme yöntemini seçmenize yardımcı olmak için derinlemesine bilgi veriyoruz.
İçindekiler
Bölüm 1. Üfleme Kalıplama Nedir?
Üfleme kalıplama, hava basıncının, parison adı verilen ısıtılmış plastik ön formu kalıbın iç duvarlarına şişirerek içi boş bir plastik ürün oluşturduğu bir üretim sürecidir.
Yaygın kullanım alanları arasında şişeler, kaplar, tanklar, oyuncaklar ve diğer içi boş plastik parçalar bulunur. Temel prensip, bir balonu şişirmek ve hava basıncının yumuşamış plastiğin bir kalıp boşluğu içinde şekil almasını, soğumasını ve son şeklini almasını sağlamasına benzer.

1. Sürecin Genel Görünümü
Genel bir üfleme kalıplama işleminin ana hatlarının yaklaşık olarak şöyle olması gerekir:
Erime: PE, PP veya PET gibi plastik peletlerin viskoz, akışkan bir duruma gelene kadar ısıtılması ve ardından viskoz akış belirginleşene kadar yavaşça soğutulmasından oluşur.
Parison Ekstrüzyonu: Erimiş plastik bir kalıptan geçirilerek kalıptan çıkarılır ve ürünün ilk şeklini oluşturan boru şeklindeki preform veya parison oluşturulur.
Şişirme: Üfleme kalıplamada, bir nesne bir kalıba sıkıştırılır ve daha sonra nesneyi kalıbın boşluğuna sıkıca oturacak şekilde genişletmek için hava kullanılır.
Soğutma ve Ayarlama: Kalıba soğuyup sertleştiğinde plastik, detaylı hatlara sahip karmaşık, içi boş bir forma dönüşür.
Kalıptan çıkarma: Kalıp açılıp çıkarıldığında, bitmiş ürün çıkarılıp son düzeltmelere veya son işleme tabi tutularak bitmiş ürün haline getirilebilir.
2. Üfleme Kalıplamanın Başlıca Türleri
Şekillendirme yöntemine bağlı olarak üfleme kalıplama aşağıdaki üç ana türe ayrılabilir:
Ekstrüzyon Şişirme Kalıplama (EBM):
Sıcak plastik doğrudan boru şeklindeki bir parisona ekstrüde edilir ve ardından üflenerek şekillendirilir. Bu oldukça basit bir işlemdir ve şişe, bidon ve yakıt deposu yapımında çok yönlüdür.
Enjeksiyon Şişirme Kalıplama (IBM):
Preform, önce bir enjeksiyon kalıplama makinesi kullanılarak üretilir, ardından tekrar ısıtılıp şişirilerek son şekline getirilir. Sağladığı yüksek boyutsal doğruluk, onu ilaç ve kozmetik ambalajlarındaki küçük ve hassas kaplar için oldukça uygun hale getirir.
Streç Şişirme Kalıplama (SBM):
Üfleme işleminde, polimer moleküllerini hizalamak ve daha fazla şeffaflık ve dayanıklılık sağlamak için preform eksenel ve radyal olarak gerilir. Bu teknik genellikle içecek ve su için PET şişeler üretmek için kullanılır.
3. Avantajlar ve dezavantajlar
Avantajları:
- Düşük kalıp maliyeti ve basit yapı;
- Hafif, içi boş ürünlerin seri üretimi için idealdir;
- Tek adımda şekillendirme, montaj veya kaynak gerektirmez.
- Çok çeşitli termoplastiklerle uyumludur.
Dezavantajları:
- Homojen duvar kalınlığı elde etmek zordur;
- Sınırlı boyutsal doğruluk;
- Karmaşık veya yüksek toleranslı parçalar için uygun değildir;
- Enjeksiyon kalıplamaya göre malzeme kullanım oranı daha düşüktür, daha fazla hurda oluşur.
Genel olarak, üfleme kalıplama, içi boş, hafif ve nispeten basit kapların üretimi için en uygun yöntemdir.
Bir üründe daha yüksek hassasiyet, dayanıklılık veya karmaşık tasarımlar için kullanıcılar genellikle daha doğru ve etkili olması nedeniyle alternatif olarak Enjeksiyon Kalıplamayı tercih ederler; bunu aşağıdaki bölümde tanıtacağız.
Bölüm 2. Enjeksiyon Kalıplama Nedir?
Enjeksiyon kalıplama Sıvı plastiğin yüksek basınç altında metal bir kalıba sıkıştırılıp soğutulup katılaştırılarak istenen forma getirildiği bir üretim şeklidir. Modern plastik üretiminde en çok kullanılan ve otomasyona dayalı uygulamalardan biri haline gelmiştir.
Mikro hassas parçalardan büyük endüstriyel bileşenlere kadar her şeyin uygun maliyetli bir şekilde hızlı bir şekilde üretilmesini sağlayan proses, otomotiv, elektronik, tıp ve paketleme gibi sektörlerde paha biçilmez bir çözümdür.

1. Sürecin Genel Görünümü
Enjeksiyon kalıplama işlemi genel olarak aşağıdaki adımları içerir:
Erime: ABS, PC, PP veya PA gibi plastik peletler, ısıtıcılar ve dönen vida tarafından homojen erimiş bir malzemeye eritildiği ısıtılmış bir namluya beslenir.
Enjeksiyon: Yüksek basınç altında erimiş plastik, kapalı bir metal kalıp boşluğuna, boşluğu doldurana ve istenilen şekli alana kadar enjekte edilir.
Soğutma: Erimiş plastik, kalıp içinde soğuyup katılaşarak boyutsal doğruluğunu ve yüzey kalitesini korur. Soğutma aşaması genellikle kalıplama döngüsünün büyük bir kısmını oluşturur.
Kalıptan çıkarma: Parça katılaştıktan sonra kalıp açılır ve ejektör pimleri veya robotik kollar bitmiş ürünü çıkarır. Düzeltme veya küçük rötuşların ardından kalıplanmış parça kullanıma hazır hale gelir.
2Avantajları ve Dezavantajları
Avantajları:
- Yüksek Pgeri çekilme ve Rtekrarlanabilirlik: Büyük üretim serilerinde olağanüstü boyutsal doğruluk ve tutarlılık sağlar, sıkı toleranslara sahip endüstriyel bileşenler için uygundur.
- Karmaşık Şekilleri Kalıplama Yeteneği: Karmaşık detaylar arasında daha çok yönlü ve işlevsel tasarımları destekleyen klipsler, iplikler ve kaburgalar yer alır.
- Çok İyi SSenin yüzün Fbitmek üzere: Dekoratif veya doğrudan kullanıma uygun, pürüzsüz, rafine yüzeyler üretir.
- Yüksek Verimlilik ve Otomasyon: Kısa çevrim süreleri ve otomatik üretim, minimum işçilik maliyetiyle büyük parti üretimine olanak tanır.
Dezavantajları:
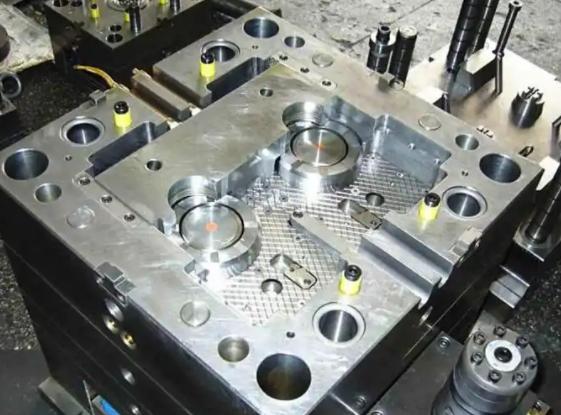
- Yüksek Kalıp Maliyeti: Enjeksiyon kalıpları karmaşık ve oldukça hassas olup, ilk aşamada yüksek yatırım gerektirir.
- Daha Uzun Geliştirme Döngüsü: Seri üretime geçmeden önce tasarım, prototipleme ve doğrulama birkaç yinelemeli döngüden geçer.
- Büyük İçi Boş Parçalar İçin Uygun Değildir: Büyük veya düzensiz duvarlı içi boş ürünler için genellikle üfleme kalıplama veya döner kalıplama daha iyidir.

enjeksiyon kalıplama
Profesyonel bir enjeksiyon kalıplama üreticisi olarak, KENENG enjeksiyon kalıplama üreticisi Komple ekipman sistemleri konusunda uzun yıllara dayanan deneyime sahibiz. Kalıp tasarımı, prototip geliştirme ve seri üretim süreçlerini kapsayan tek elden hizmetler sunarak, müşterilerimizin yüksek verimli ve istikrarlı kalitede plastik bileşen üretimine ulaşmalarına yardımcı oluyoruz.
Bölüm 3. Üfleme Kalıplama ve Enjeksiyon Kalıplama: Temel Farklar
1. Ürün Yapısı ve Karmaşıklığı
Şişirme: Üfleme kalıplama işlemi, şişeler, bidonlar, yakıt depoları ve oyuncaklar gibi nispeten basit geometrilere sahip, daha az detay veya karmaşıklığa sahip içi boş, hafif ürünler için en uygunudur. Karmaşık detaylar veya oldukça karmaşık geometriler daha zor olabilir.
Enjeksiyon kalıplama: Dişliler, klipsler, elektronik muhafazalar ve yapısal parçalar gibi ince detaylara sahip karmaşık parçaları üretme kapasitesine sahip gelişmiş bir üretim tekniğidir. Büyük bir tasarım özgürlüğü sunar.
2. Boyutsal Doğruluk ve Yüzey Kaplaması
Şişirme: Duvar kalınlığı düzensiz olabilir ve bu da boyut hassasiyetini kısıtlar. Yüzey kalitesi genellikle orta düzeydedir ve dekoratif uygulamalardan ziyade işlevsel parçalar için uygundur.
Enjeksiyon kalıplama: Mükemmel boyutsal hassasiyet ve çok iyi tekrarlanabilirlik. Bitmiş yüzey pürüzsüz ve iyi görünümlü olup, hem işlevsel hem de kozmetik parçalar için uygundur.
3. Kalıp ve Üretim Maliyetleri
Şişirme: Kalıp tasarımı daha basit ve ucuzdur, dolayısıyla düşük ve orta hacimli üretime uygundur. İlk takım maliyetleri nispeten düşüktür.
Enjeksiyon kalıplama: Karmaşık ve yüksek hassasiyetli kalıplar gerektirdiğinden, başlangıçta büyük yatırım gerektirir. Ancak büyük ölçekli üretime geçildiğinde, otomasyon ve verimlilik sayesinde ucuz hale gelir.
4. Üretim Verimliliği ve Çıktı
Şişirme: Nispeten kısa çevrim süresi; tek işlemde içi boş kaplar üretebilir. Ancak, genel üretim hızı, parisonun soğuma hızıyla sınırlı olabilir.
Enjeksiyon kalıplama: Hızlı çevrim süreleri ve otomasyon, seri üretim için mükemmel olan, tutarlı kalitede yüksek hacimli üretimi mümkün kılar.
5. Malzeme Uyumluluğu
Şişirme: Özellikle içi boş kaplar ve ambalajlarda yaygın olarak kullanılan PE, PP ve PET gibi çeşitli termoplastikler için uygundur.
Enjeksiyon kalıplama: Enjeksiyon kalıplama malzemeleri Güç, sertlik veya yüzey kalitesi ihtiyaçlarına göre seçilebilen ABS, PC, PA, PP ve PE dahil olmak üzere daha geniş bir plastik yelpazesiyle uyumludur.
6. Ürünün Gücü ve Dayanıklılığı
Şişirme: Düzensiz duvar kalınlıkları zayıf noktalar oluşturabilir. Bu, yapısal dayanıklılık gerektirmeyen ürünler için geçerli olacaktır.
Enjeksiyon kalıplama: Her türlü zorlu kullanım için daha sert ve dayanıklı parçalar üreten homojen duvar kalınlığını elde etmek için akış, soğutma ile birlikte hassas bir şekilde kontrol edilir.
7. Son İşleme ve İkincil İşlemler
Şişirme: Tamamlanmış parçaların çoğu düzeltme, delik açma veya kaynak gerektirir. Bu durum, son işlem işçiliğini artırır.
Enjeksiyon kalıplama: Çoğu bileşen kalıplamadan hemen sonra kullanıma hazır hale gelir, bu da ikincil işlemlere olan ihtiyacı ve ilgili maliyetleri azaltır.
8. Ürün Boyut Aralığı
Şişirme: Orta ve büyük boy içi boş ürünler için daha uygundur. Tek parça ağırlığı onlarca gramdan onlarca kilograma kadar değişebilir.
Enjeksiyon kalıplama: Genellikle küçük ve orta boy parçalar için kullanılır. Büyük parçalar, kalıp boyutu ve enjeksiyon makinesinin tonajı nedeniyle sınırlıdır.

9. Tasarım Esnekliği
Şişirme: Simetrik veya basit içi boş şekiller için idealdir. İplik, klips veya nervür gibi işlevsel özellikler eklemede sınırlı esneklik vardır.
Enjeksiyon kalıplama: İnce duvarlar, çıkıntılar, dişler, çıtçıtlar ve bir kalıp içerisinde bir dizi başka işlevsel özellik yaratma yeteneği ile neredeyse sınırsız tasarım özgürlüğü.
10. Uygun Üretim Hacmi
Şişirme: Düşük ve orta hacimli tirajlar için uygundur, özellikle içi boş kap ve ambalaj yapımında kullanılır.
Enjeksiyon kalıplama: Yüksek hacimli üretimlerde en ekonomik olanıdır, çünkü miktardaki artışlar otomasyon ve proses verimliliğinden kaynaklanan birim maliyeti büyük ölçüde azaltır.
Üfleme Kalıplama ile Enjeksiyon Kalıplama Karşılaştırma Tablosu
Üfleme kalıplama ile enjeksiyon kalıplama arasındaki farkları detaylı olarak inceledikten sonra, iki işlem arasındaki temel farkı hızlıca kavrayabilmeniz için önemli noktaları ele aldık ve aşağıdaki tabloda verdik.
| Karşılaştırma Yönü | Şişirme | Enjeksiyon |
| Ürün Yapısı ve Karmaşıklığı | İçi boş, basit şekiller; sınırlı ayrıntı | Karmaşık, ayrıntılı parçalar; yüksek tasarım esnekliği |
| Boyutsal Doğruluk ve Yüzey Kaplaması | Orta hassasiyet; ortalama yüzey | Yüksek hassasiyet; pürüzsüz, rafine yüzey |
| Kalıp ve Üretim Maliyetleri | Basit kalıplar; daha düşük ilk maliyet | Karmaşık kalıplar; daha yüksek ön maliyet, büyük ölçekli uygulamalar için uygun maliyetli |
| Üretim Verimliliği ve Çıktı | Kısa çevrim; çıkış soğutma ile sınırlıdır | Hızlı, otomatik döngüler; seri üretime uygun |
| Malzeme Uyumluluğu | PE, PP, PET, esas olarak içi boş ürün plastikleri | ABS, PC, PA, PP, PE; dayanıklılık ve yüzey kalitesi için geniş malzeme seçeneği |
| Ürün Gücü ve Dayanıklılığı | Düzensiz duvar kalınlığı; hafif hizmet tipi parçalar için uygundur | Tek tip duvarlar; güçlü ve dayanıklı bileşenler |
| Rötuş | Kırpma, kesme, kaynaklama gerekebilir | Genellikle minimum ikincil işlemle kullanıma hazırdır |
| Ürün Beden Aralığı | Orta ila büyük içi boş nesneler | Küçük ila orta boy parçalar; kalıp/makine ile sınırlı büyük parçalar |
| Tasarım Esnekliği | Temel içi boş şekiller; birkaç özellik | Pratik olarak sınırsız; iplik, çıtçıt, kaburga vb. içerebilir. |
| Uygun Üretim Hacmi | Düşük ila orta hacimli koşular | Yüksek hacimli üretim; birim maliyet miktarla birlikte azalır |
Bölüm 4. Enjeksiyon ve Üfleme Kalıplama Arasında Nasıl Seçim Yapılır?
Üfleme kalıplama ve enjeksiyon kalıplama arasındaki temel farklar belirlendikten sonra, bu işlemlerden hangisinin ürün ve üretim ihtiyaçlarınıza daha uygun olduğunu belirleme zamanı gelmiştir. Aşağıdakileri göz önünde bulundurun:
1. Ürün Geliştirme ve Yapılandırma
İçi boş ve hafif ürünler: Ürününüzün işlevini verimli ve uygun maliyetli bir şekilde yerine getirebilmesi için şişe, bidon veya tank gibi büyük iç boşluklara ihtiyaç duyması durumunda, şişirme kalıplama işlemi ekonomik ve verimli bir çözüm olabilir.
Karmaşık veya incelikli parçalar: Enjeksiyon kalıplama, geometrik olarak karmaşık şekilli elemanlar, ince duvarlı parçalar veya dişler, çıtçıtlar veya klipsler gibi hassas fonksiyonel elemanlar içeren parçaları üretmenin en iyi yöntemi olarak görülebilir.
2. Hassasiyet ve Yüzey Gereksinimlerini Karşılayın
Orta hassasiyet: Üfleme kalıplama, duvar kalınlığında veya yüzey kalitesinde küçük farklılıkların kabul edilebilir farklılıklar olarak kabul edildiği fonksiyonel ürünleri işleyebilir.
Yüksek Hassasiyet ve Estetik: Enjeksiyon kalıplama, tüketici ürünleri, elektronik ve otomotiv bileşenleri için üstün boyutsal doğruluk ve pürüzsüz yüzeyler sağlar.
3. Üretim Hacmi ve Maliyet Hususları
Düşük-orta hacimli üretim: Üfleme kalıpları daha az karmaşık ve daha düşük maliyetli olduğundan, daha küçük partiler ekonomik olarak üretilebilir.
Yüksek hacimli üretim: Enjeksiyon kalıplamada kalıp maliyetleri başlangıçta daha yüksek olsa da, otomatikleştirilmiş, yüksek hacimli uygulamalarda kullanıldığında birim maliyet daha düşük olabilir.

4. Malzeme Seçimi
Şişirme: En sık PE, PP ve PET gibi termoplastik malzemelerden yapılmış içi boş ürünlerin üretiminde kullanılır.
Enjeksiyon kalıplama: ABS, PC, PA ve diğer mühendislik plastikleri dahil olmak üzere çeşitli malzemelerle uyumludur ve daha güçlü, daha dayanıklı veya ısıya dayanıklı parçalar üretir.
5. İşlem Sonrası ve Montaj
Şişirme: Üfleme kalıplarının son montajında düzeltme, delik açma veya kaynaklama gerekebilir.
Enjeksiyon kalıplama: Enjeksiyon kalıplamayla üretilen parçaların çoğu, minimum ikincil işlemle anında kullanıma hazır hale getirilebiliyor ve üretimleriyle ilgili işçilik maliyetleri de minimum düzeyde oluyor.
6. Otomasyon ve Ölçeklenebilirlik
Şişirme: Yarı otomatik olarak yapılabilir; daha büyük üretim hatları için muhtemelen daha fazla makineye ihtiyaç duyulacaktır.
Enjeksiyon kalıplama: Bu, ürünlerin seri üretimi için büyük ölçüde otomatikleştirilmiş, uygun maliyetli bir yoldur ve maksimum verimlilik için robotik işlemeyle kolayca entegre olur.
ÖZET
Hem üfleme kalıplamanın hem de enjeksiyon kalıplamanın kendine özgü uygulama ve avantajları vardır; aralarındaki temel farklar ise amaçlanan kullanım alanlarında yatmaktadır:
Üfleme modeli, içi boş kaplar ve hafif ambalaj ürünleri için idealdir; enjeksiyon kalıplama ise karmaşık yapıların mukavemet gereksinimlerinde daha fazla hassasiyet sunar.
Verimlilik ve kalitenin eşit derecede önemli olduğu günümüz üretim ortamında enjeksiyon kalıplama, hassas üretimin yönünü temsil etmesinin yanı sıra ürün rekabet gücünü artırmada da önemli bir süreç olarak hizmet vermektedir.
Güvenilir bir enjeksiyon kalıplama ortağı arıyorsanız, bizimle iletişime geçmekten çekinmeyin KENENGProfesyonel ekibimiz, ürünlerinizin konseptten üretime kadar başarılı olmasına yardımcı olmak için tek elden plastik enjeksiyon çözümleri sunabilir.