Yüksek hassasiyet gerektiren uygulamalar için CNC parçaları nasıl üretilir?
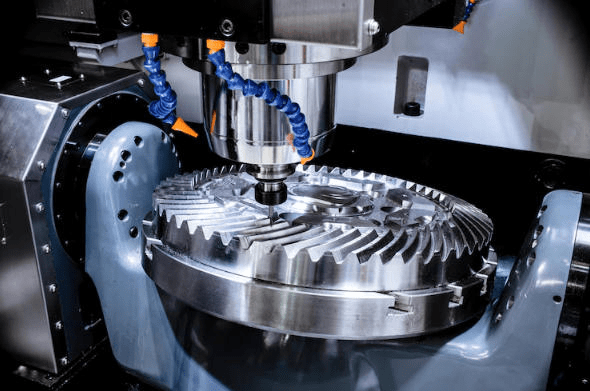
CNC işleme, havacılık, tıbbi cihaz, otomotiv, yarı iletken endüstrileri gibi dar toleranslı uygulamalar için, son derece hassas gereksinimlere sahip bileşenlerin üretilmesinde kritik bir üretim yöntemi olarak hizmet vermektedir. CNC parçalarının operasyonel ve güvenli performansını garanti altına almak için mikron düzeyinde ölçümlerle tam boyutlarına ulaşılmalıdır. Gelişmiş kontrol sistemleri, yüksek kaliteli takımlar ve optimize edilmiş süreçlerin birleşimi, bu hassasiyeti mümkün kılar. CNC parçaları Bu hassas doğruluk seviyesine ulaşmak için.

İçindekiler
CNC'de Dar Toleransları Anlamak Yedek Parçalar
Sıkı toleranslı CNC parçaları Bu teknoloji, belirtilen ölçülerden yalnızca minimum boyutsal değişikliklere sahip parçaların üretildiği üretim sürecini ifade eder. Bu teknolojinin uygulamaları, hassas tolerans spesifikasyonları gerektirir çünkü en ufak bir ölçüm hatası bile sistem arızasına, operasyonel verimliliğin azalmasına ve güvenlik risklerinin artmasına neden olur.
Yüksek hassasiyetli sonuçlar elde etme süreci, hem gelişmiş CNC makinelerini hem de malzeme özelliklerinin, çevresel faktörlerin ve işleme tekniklerinin derinlemesine anlaşılmasını gerektirir. Bu süreçte, tutarlı sonuçlar elde etmek için tüm termal genleşme, takım sapması ve makine titreşimi unsurlarının kontrol edilmesi şarttır.
CNC Parçalarında Sıkı Tolerans Elde Etmeyi Etkileyen Başlıca Faktörler
Bu grafik, CNC işlemede dar toleranslara ulaşma ve bunları koruma yeteneğini etkileyen farklı faktörlere ilişkin yapılandırılmış bir genel bakış sunmaktadır.
| faktör | Açıklama | Hoşgörü Üzerindeki Etki |
| Takım Tezgahı Doğruluğu | CNC makine yapısının ve bileşenlerinin hassasiyeti ve rijitliği | Elde edilebilecek boyutsal doğruluğu doğrudan belirler. |
| Takım Kalitesi ve Giymek | Kesici aletlerin durumu, malzemesi ve keskinliği | Aşınmış aletler boyut kaymasına ve yüzey kalitesinin bozulmasına neden olur. |
| Malzeme özellikleri | İş parçası malzemesinin sertliği, elastikiyeti ve termal davranışı | Deformasyonu, kesme kuvvetlerini ve stabiliteyi etkiler. |
| Termal Etkiler | İşleme sırasında oluşan ısı ve ortam sıcaklığı dalgalanmaları | Makine ve iş parçasının genleşmesine/büzülmesine neden olur. |
| Fikstür ve İş tutma | İşleme sırasında parçanın nasıl tutulduğunun stabilitesi ve rijitliği | Yanlış sabitleme titreşime ve hizalama bozukluğuna yol açar. |
| CNC Programlama | Takım yolu ve işleme stratejilerinin doğruluğu | Kötü programlama geometrik ve boyutsal hatalara yol açar. |
| Makine Titreşimi | Makine çalışmasından veya dış kaynaklardan kaynaklanan titreşimler | Titreşime yol açarak yüzey kalitesini ve boyutlarını etkiler. |
| Kesme parametreleri | Hız, ilerleme hızı ve kesme derinliği | Yanlış parametreler takım aşınmasını ve boyut hatasını artırır. |
| Operatör Becerisi | Makinistin deneyimi ve uzmanlığı | İnsan hatası, kurulum ve süreç tutarlılığını etkileyebilir. |
| Ölçüm ve muayene | Muayene araçlarının ve süreç içi ölçüm sistemlerinin doğruluğu | Yanlış ölçüm, fark edilmeyen sapmalara yol açar. |
Gelişmiş Teknikler üreten Dar Alanda CNC ParçalarıtTolerans Uygulamaları
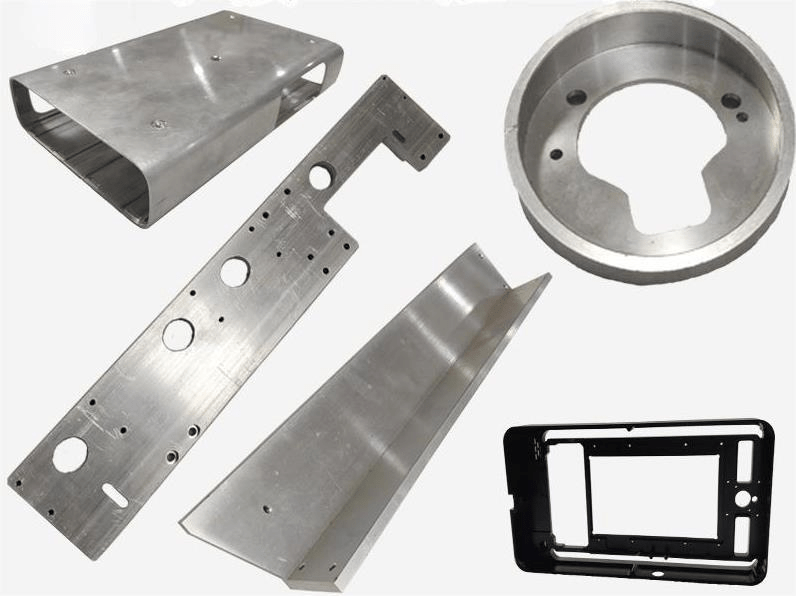
Havacılık, tıbbi cihazlar, optik ve yarı iletken üretimindeki yüksek hassasiyet gerektiren uygulamalar, katı boyut ve yüzey kalitesi gereksinimlerini karşılayan CNC işlenmiş parçalar gerektirir. Bu hassasiyet seviyesine ulaşmak için üreticilerin, geleneksel uygulamaların ötesine geçen, en son teknolojileri, optimize edilmiş süreçleri ve akıllı kontrol sistemlerini entegre eden gelişmiş işleme tekniklerini benimsemeleri gerekir.
1. Yüksekshız İşleme
Yüksek hızlı işleme Yeni teknikler etkilerini göstermeye başladı. Yüksek hızlar kullanıldığında, kesme kuvvetleri azaldığı için yüksek doğruluk ve yüzey kalitesi elde edilebilir; daha düşük kesme hızları ise daha az ısı üretimine ve daha az takım aşınmasına neden olur. Artık işleme sürecinin geleneksel mekanik analizinin performansı iyileştirmek için yeterli olmadığı düşünülüyor; bu nedenle son derece hızlı çalışma koşullarında kullanılan yüksek hızlı işleme teknikleri ortaya çıkmıştır.
HSM'nin en önemli avantajlarından biri, daha düzgün bir kesme işlemi sağlamasıdır. Bu mekanizmanın çok önemli bir faydası da, pratik yüzey kalitesinde sağladığı iyileşmedir. Ayrıca, ikincil işlemlere doğru taşıma ihtiyacını ortadan kaldırır. Genel olarak, bu mekanizma, kuvvetin (ki bu kuvvet olmadan işleme gerçekleşemez) parçaları düzensiz bir şekilde deforme etme eğiliminde olduğu ince duvarlı veya hassas parçaların işlenmesinde en faydalı olanıdır.
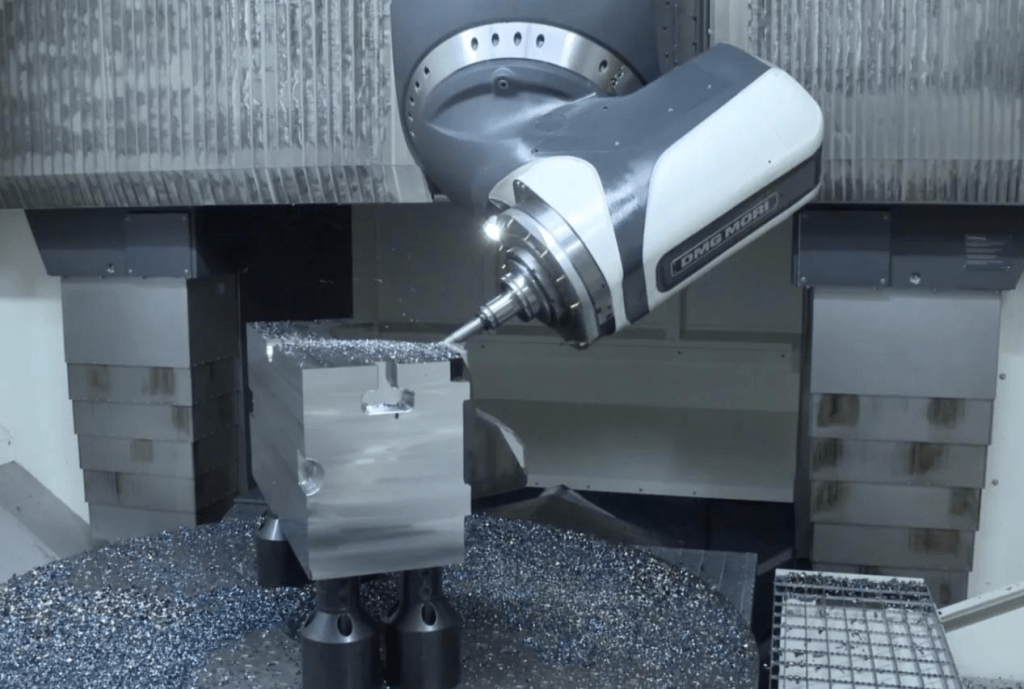
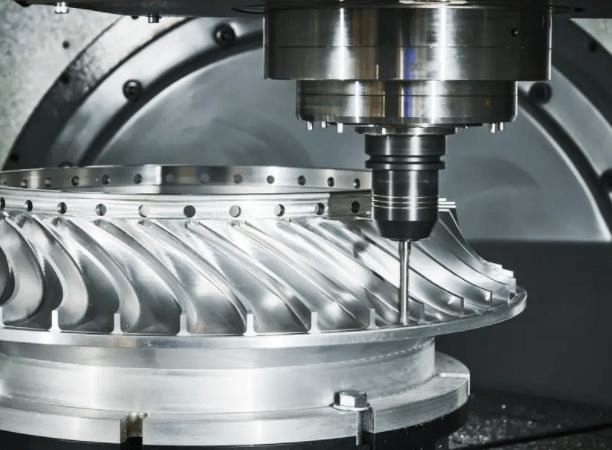
2. Çok Eksenli İşleme
CNC frezeleme ile geliştirilen çok eksenli işleme; özellikle 5 eksenli CNC işleme Tek bir kurulumda karmaşık geometrilerin üretilmesini sağlayan kapasite. Bu işleme süreci sayesinde, iş parçalarının yeniden konumlandırılmasından kaynaklanan çok sayıda bozulma ve yaygın bir hata olan ağ hizalaması ortadan kaldırılır.
Bir sonucu olarak çok eksenli CNC işlemeKesici takım ile iş parçası arasında yakın bir işbirliği sağlanır; bu da tüm karmaşık özelliklerde geometrik doğruluğa ve tolerans tutarlılığına yol açar. Bunlar arasında, kesici takımın doğru hizalanması yoluyla işleme optimizasyonu için sayısız fırsat bulunmaktadır. İşlemenin bu olumlu yönü, takım aşınmasını en aza indirir ve yüzey bütünlüğünü artırır.
3. Uyarlanabilir Takım Yolu Stratejileri
Gelişmiş CAM yazılımı, aşağıdakilerin kullanımına olanak tanır: CNC takım yolları Çevrimiçi geri bildirim sayesinde süreçteki değişikliklere uyarlanabilir şekilde yanıt veren akıllı bir strateji, işleme sırasında bozulmaları ve yanlışlıkları en aza indirmek için sürekli yanal temas sağlamayı ve neredeyse sabit kesme kuvvetleri elde etmeyi içerir.
Bu nedenle, uyarlanabilir teknikler, sistemde genellikle Give Your Tool (GYT) IDEAL takım ömrü optimizasyon stratejileriyle başarılı bir şekilde birleştirilmiş olup, bu da karmaşık veya yüksek hassasiyetli parçaların üretiminde önemli takım ömrü uzaması, takım ömrü optimizasyonu, daha iyi yüzey kalitesi ve tutarlı doğruluk sağlamıştır. İyi sonuç veren uyarlanabilir stratejilere örnek olarak trokoidal frezeleme ve sabit talaş yükü yöntemi verilebilir.
4. Proses İçi Ölçüm ve Gerçek Zamanlı Geri Bildirim
CNC makineleri, işleme operasyonlarının gerçek zamanlı izlenmesi ve ayarlanması için işlem içi ölçüm sistemleriyle donatılabilir. Takım ve parça sapmalarını izlemek ve işleme sırasında uyarılar vermek için prob döngüleri, lazer ölçüm sistemleri veya dokunmatik algılama kullanılabilir.
Bunun yanı sıra, otomatik takım aşınma telafisi, termal genleşme telafisi veya küçük hassasiyetsizlik telafisine güvenilebildiği için, bu faktörlerin büyük bir kısmı tolerans dahilinde kalacak ve hiçbir manuel müdahaleye gerek kalmayacaktır. Bu yaklaşım ayrıca hurda oranlarında azalmaya ve genel süreç güvenilirliğinde iyileşmeye yol açmaktadır.
5. Isı Kontrolü ve Dengeleme Teknikleri
Hassas işleme operasyonlarında en büyük endişe kaynağı sıcaklık değişimleridir. Gelişmiş teknikler, termal etkiyi hem yönetmede hem de telafi etmede önemli ilerlemeler kaydetmiştir.
Termal sensörler ve dengeleme algoritmalarıyla donatılmış takım tezgahları, termal genleşmeyi ortadan kaldırmak için gerektiği gibi konumlarını ayarlayacak şekilde yapılandırılabilir. Ortam sıcaklığının korunması ve sıcaklık kontrollü soğutma sisteminin kullanılması, hem makinede hem de iş parçasında termal deformasyonları azaltmaya yardımcı olacaktır.
6. Hassas Bağlama ve İş Parçası Tutma Çözümleri
Özel fikstürler, işleme sırasında parça stabilitesinin korunmasına yardımcı olur; bu nedenle hayati öneme sahiptir. Vakum fikstürleri, hidrolik kelepçeler ve sıfır noktalı sıkıştırma sistemleri, çok tekrarlanabilir konumlandırma, titreşimin en aza indirilmesini sağlar ve bu sistemler (çoğul) için idealdir. Bu sistemler, ince duvarlı veya daha zorlu koşullardaki bileşenlerin başarısı için daha da önemlidir; çünkü küçük hareketler bile boyut doğruluğunu olumsuz etkileyebilir. Bir diğer önemli avantaj ise, uygun fikstürlerin kurulum süresini azaltması ve performansta tekrarlanabilirliği daha da iyileştirmesidir.
7. Alet İzleme ve Tahmine Dayalı Bakım
Takım izleme teknolojileri, CNC işleme merkezlerinin ayrılmaz bir parçasıdır.Bu sistem, aletin durumuna ilişkin gerçek zamanlı bilgilerin taşınmasına yardımcı olur. Çeşitli sensörler, aletin çalışmasını ve tanımlanmış kurallara göre hareket etmesini izlemek için kullanılır ve çok sayıda uyarı ve alarm verir. Bu sensörlerden gelen verilerin değerlendirilmesiyle kesme kuvvetlerinin veya genliklerinin gerçek zamanlı olarak izlenmesi mümkün olurken, seçilen parametrelere bağlı gözlemciler belirli bilgilere dair fikir edinmeyi sağlar.
Mevcut verilere dayalı öngörücü bakım, belirli ekipmanların ne zaman değiştirilmesi gerektiğini önceden tahmin ederek arızaların kontrol altında tutulmasını ve işleme kalitesinin tutarlı kalmasını sağlar. Bu bakım politikası, tolerans kontrolünü iyileştirmenin yanı sıra arıza sürelerini en aza indirmiş ve işletme maliyetlerini düşürmüştür.
8. Gelişmiş Kesici Takım Teknolojileri
Bu tablo en önemli noktaları özetlemektedir. gelişmiş kesici takım teknolojileri Bu sayede üreticiler, CNC işleme parçalarında hassas toleranslara ulaşabilir ve bunları koruyabilirler.
| Alet Teknolojisi | Açıklama | Temel Avantajlar | Tipik uygulamalar |
| Karbür Kesici Takımlar | Yüksek sertlik ve aşınma direncine sahip tungsten karbürden yapılmış aletler. | Mükemmel rijitlik, yüksek hassasiyet, uzun takım ömrü | Genel hassas işleme, havacılık ve otomotiv parçaları |
| Çok Kristalli Elmas (PCD) Aletler | Elmas parçacıklarının birbirine sinterlenmesiyle üretilen aletler | Yüksek aşınma direnci, üstün yüzey kalitesi | Demir dışı malzemeler, kompozitler, alüminyum alaşımları |
| Kübik Bor Nitrür (CBN) Aletleri | Elmastan sonra ikinci sırada gelen süper sert aletler | Sert malzemeler için idealdir, yüksek sıcaklıklarda bile keskinliğini korur. | Sertleştirilmiş çelikler, yüksek hassasiyetli yüzey işleme |
| Kaplamalı Kesme Aletleri | TiN, TiAlN, DLC veya benzeri kaplamalarla kaplanmış aletler | Sürtünmenin azalması, ısıya dayanıklılığın artması, takım ömrünün uzaması. | Yüksek hızlı işleme, zorlu malzemeler |
| Mikro Tanecikli Karbür Takımlar | Daha ince tane yapısına sahip karbür takımlar | Daha yüksek dayanıklılık ve kenar tutma özelliği | Mikro işleme, karmaşık ve küçük parçalar |
| Seramik Kesme Aletleri | Gelişmiş seramik malzemelerden yapılmış aletler | Yüksek dayanıklılık, yüksek hızlı kesim için uygundur. | Dökme demir, süper alaşımlar, son işlem operasyonları |
| Elmas Kaplamalı Aletler | İnce bir elmas tabakasıyla kaplanmış karbür takımlar | Karbürün tokluğunu elmasın sertliğiyle birleştirir. | Aşındırıcı malzemeler, kompozitler, grafit işleme |
| Yüksek Performanslı Parmak Frezeler | Verimli talaş tahliyesi için tasarlanmış özel geometriler | Geliştirilmiş stabilite, azaltılmış titreşim, daha iyi yüzey kalitesi | Karmaşık geometriler, hassas toleranslı frezeleme |
| Değişken Helis/Değişken Adım Aletleri | Harmonik titreşimi azaltmak için tasarlanmış aletler | Titreşim en aza indirildi, boyutsal doğruluk iyileştirildi. | Hassas frezeleme, ince cidarlı bileşenler |
| Alet Durumu İzleme Sistemleri | Aşınmayı ve performansı izlemek için takım sistemlerine entegre edilmiş sensörler. | Gerçek zamanlı geri bildirim, alet arızası riskinin azalması | Otomatik CNC sistemleri, yüksek hacimli hassas üretim |
9. Otomasyon ve Dijital Entegrasyon
Otomasyon, her şeyi standartlaştırarak ve insan hatasını ortadan kaldırarak, başlangıçta CNC işleme alanında bir değişime yol açmıştır. Robotik yükleyiciler, otomatik takım değiştiriciler ve palet sistemleri, insan elinin minimum düzeyde müdahalesini gerektiren üretim alanlarını artırmıştır.
Endüstriyel Nesnelerin İnterneti (IIoT) teknolojilerinin kullanımı da dahil olmak üzere dijital entegrasyon teknoloji trendi, makinelerin gerçek zamanlı olarak iletişim kurmasını ve veri paylaşmasını sağlar. Bu, sistemin süreç izleme ve veri analizi yöntemlerini geliştirmesine, bir üretim sürecinden diğerine süreçler üzerinde sıkı kontrol sağlamak için bunları optimize etmesine olanak tanır.
10. Yüzey İşleme ve Mikro İşleme Teknikleri
Gerekli olanın başarılması yüzey CNC işleme parçalarının Hassas uygulamalarda gerekli boyutun kesinleştirilmesi kadar, yüzey işlemesine de en az onun kadar önem verilmelidir. Honlama, taşlama, alıştırma ve parlatma, malzemenin yüzeyindeki bu işlemi iyileştirmek için yapılan ikincil hizmetlerdir.
Mikro işleme yöntemlerinde kullanılan minimal invaziv yöntemler, örneğin mikro frezeleme ve EDM, çok küçük fazların ve özelliklerin kesimi için faydalıdır. Bu yöntemler, tıbbi ve elektronik bileşenler için mikrometre seviyesine kadar mümkün olan en hassas ve derinlemesine uygulamayı sağlar.

Zorluklar üreten Dar Alanlar İçin CNC ParçalarıtTolerans Uygulamaları
Bu grafik, üreticilerin üretim yaparken karşılaştığı başlıca engelleri özetlemektedir. yüksek hassasiyetli özelleştirilmiş CNC işleme parçalar Sıkı tolerans gerektiren uygulamalar ve bunlara etkili bir şekilde çözüm bulmaya yönelik stratejiler.
| Zorluklar | Açıklama | Üretime Etkisi | Etki Azaltma Stratejileri |
| Makine Sınırlamaları | CNC makinelerinin doğal hassasiyet sınırları ve zamanla oluşan aşınma | Son derece dar toleransların korunmasında zorluk | Düzenli kalibrasyon, yüksek hassasiyetli makinelerin kullanımı, termal dengeleme sistemleri |
| Takım Aşınması ve Kırılması | Kesici takımların kademeli olarak bozulması veya ani arızalanması | Boyutsal kayma, son derece ince yüzey kalitesi | Takım izleme sistemleri, planlı değişim, yüksek kaliteli takımlar |
| Termal Genleşme | İşleme sırasında oluşan ısı, makine ve iş parçası boyutlarını etkiler. | Boyutsal farklılıklara ve tutarsızlığa neden olur. | Sıcaklık kontrollü ortamlar, soğutma sistemleri, termal dengeleme |
| Malzeme Deformasyonu | İşleme sırasında elastik veya plastik deformasyon | Özellikle ince parçalarda boyutsal hassasiyet kaybı. | Kesme parametrelerini optimize edin, uygun fikstür kullanın, uygun malzemeleri seçin. |
| Karmaşık Geometriler | Çok eksenli işleme gerektiren karmaşık tasarımlar | Kurulum karmaşıklığının artması ve hizalama hatalı yapma riski | 5 eksenli işleme ve gelişmiş CAM yazılımı kullanın. |
| Fikstür Düzenleme Zorlukları | Hassas veya karmaşık parçaları güvenli bir şekilde tutmada zorluk. | Titreşim, hareket ve hizalama bozukluğu | Özel fikstürler, vakumlu veya hidrolik sıkıştırma sistemleri |
| Titreşim ve Gevezelik | Kesme işlemi sırasında makine veya alet titreşimleri | Kötü yüzey kalitesi ve boyutsal hatalar | Makine rijitliğini iyileştirin, kesme parametrelerini optimize edin, sönümleme teknikleri kullanın. |
| Programlama Hataları | Yanlış takım yolları veya optimum olmayan işleme stratejileri | Geometrik sapmalar ve hurda parçalar | Gelişmiş CAM yazılımı kullanılarak simülasyon ve doğrulama |
| Ölçüm Sınırlamaları | Denetim araçlarında veya yöntemlerinde yanlışlık | Tespit edilemeyen hatalar ve tolerans ihlalleri | CMM, lazer ölçüm ve proses içi denetim sistemlerini kullanın. |
| Çevresel Değişimler | Ortam sıcaklığındaki, nemdeki veya dış etkenlerdeki değişiklikler | Makine stabilitesini ve ölçüm doğruluğunu etkiler. | Atölye ortamının kontrol altında tutulmasını sağlayın. |
| Yüksek Üretim Maliyetleri | Artan zaman, ekipman ve kalite kontrol gereksinimleri | Daha yüksek üretim maliyetleri ve azalan karlılık | Süreç optimizasyonu, otomasyon ve yalın üretim uygulamaları |
| Nitelikli İşgücü Gereksinimleri | Deneyimli operatörlere ve programcılara ihtiyaç var. | İnsan hatası riski ve tutarsız kalite | Eğitim programları, standart işletim prosedürleri, otomasyon desteği |
CNC Parçalarının Hassas Toleranslı Uygulamaları
Bu grafik, hassasiyet, güvenlik ve performansın kritik önem taşıdığı dar toleranslı uygulamalarda CNC parçalarının ne kadar önemli olduğunu göstermektedir.
| Sanayi | Uygulama Alanı | Tipik CNC Parçaları | Tolerans Gereksinimleri | Sıkı Toleransın Önemi |
| Uzay | Uçak yapıları ve motor bileşenleri | Türbin kanatları, braketler, gövdeler | ±0.001 inç (±0.025 mm) veya daha sıkı | Güvenliği, aerodinamik verimliliği ve performans güvenilirliğini sağlar. |
| Tıbbi Cihazlar | Cerrahi aletler ve implantlar | Kemik vidaları, protezler, ortopedik implantlar | ±0.0005" (±0.012 mm) | Hasta güvenliği ve biyolojik uyumluluk açısından kritik öneme sahiptir. |
| Otomotiv | Motor ve şanzıman sistemleri | Pistonlar, yakıt enjektörleri, dişli parçaları | ±0.001″ ila ±0.005″ | Verimliliği, dayanıklılığı ve emisyon kontrolünü iyileştirir. |
| Elektronik | Hassas bileşenler ve muhafazalar | Konnektörler, ısı dağıtıcılar, mikro muhafazalar | ±0.0005″ ila ±0.002″ | Uygun uyum, elektriksel performans ve ısı dağılımı sağlar. |
| Yarıiletken | Yonga levha işleme ekipmanı | Odalar, fikstürler, hassas platformlar | ±0.0001″ ila ±0.001″ | Ultra temiz ortamlar ve mikro ölçekli doğruluk için gereklidir. |
| Savunma ve Askeri | Silah sistemleri ve güdüm bileşenleri | Füze parçaları, optik montajlar, hedefleme sistemleri | ±0.0005″ ila ±0.002″ | Operasyonel doğruluğu ve görev güvenilirliğini sağlar. |
| Enerji (Petrol) ve Gaz) | Sondaj ve arama ekipmanları | Vanalar, contalar, pompa bileşenleri | ±0.001″ ila ±0.003″ | Basınç bütünlüğünü ve operasyonel güvenliği korur. |
| Robotik ve Otomasyon | Hareket kontrol sistemleri | Aktüatörler, dişli kutuları, robotik eklemler | ±0.0005″ ila ±0.002″ | Hassas hareket ve tekrarlanabilirlik sağlar. |
| Optik | Optik aletler ve hizalama sistemleri | Lens yuvaları, aynalar, konumlandırma çerçeveleri | ±0.0001″ ila ±0.001″ | Doğru ışık hizalaması ve görüntüleme performansı için gereklidir. |
| Endüstriyel Makineler | Yüksek hassasiyetli mekanik sistemler | Miller, rulmanlar, şaftlar | ±0.001″ ila ±0.003″ | Sorunsuz çalışmayı sağlar, aşınmayı ve titreşimi azaltır. |
Son Düşüncelerimiz
Yüksek hassasiyet gerektiren uygulamalarda kullanılan CNC parçaları, yoğun programlamanın belirleyici bir faktör olduğu ve son olarak titiz kalite kontrol protokolleriyle tamamlanan, yan yana çalışan karmaşık makinelerin varlığını mükemmel bir şekilde göstermektedir. Bu teknolojik alan sürekli olarak gelişmekle birlikte, daha gelişmiş otomasyon, dijital izleme, işleme iyileştirmeleri ve daha birçok yenilik, daha yüksek verimlilik ve çok dikkatli bir şekilde optimize edilmiş maliyetlerle ultra hassasiyet sağlayacaktır.