Cıvataların Yorgunluk Ömrü Nasıl İyileştirilir?
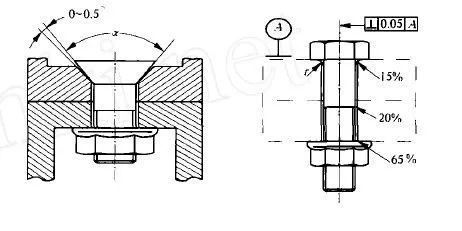
Güçlendirmeden önce dişli bağlantıların yorulma arızası olasılığı: Arızanın %65'i, dişli bağlantıya bağlanan ilk tokada meydana gelir. ceviz, Hasarın %20'si yıl sonunda meydana geldi. vida dişive hasarın %15'i köşenin geçiş noktasında meydana geldi cıvata başı ve vida. geliştirmek için cıvataların yorulma ömrü, cıvataların şekli ve işlenmesinde önlemler alınabilir. Bu makalede birkaç etkili süreç tanıtılmaktadır.

Cıvataların Yorgunluk Ömrünü İyileştirmek İçin Diş Yorgunluğu Performansını İyileştirme
Haddeleme diş açma işleminin benimsenmesi, soğuk iş sertleştirmesinin etkisi nedeniyle, yüzey tabakasında artık basınç gerilimi vardır, bu da cıvatanın içindeki metal elyaf hattının makul olmasını ve kesilmemesini sağlayabilir ve Cıvata yorulma dayanımı tornalama dişinden %30~%40 daha yüksek olabilir. Isıl işlemden sonra diş haddelenirse parçanın yüzeyi güçlendirilir ve kalan basınç tabakası elde edilir, malzeme yüzeyinin yorulma ömrü %70~%100 oranında artırılabilir. Bu prosesin aynı zamanda yüksek malzeme kullanımı, yüksek verimlilik ve düşük üretim maliyeti avantajları da bulunmaktadır.
Cıvataların Yorgunluk Ömrünü İyileştirmek İçin Bitiş Boyutunu Kesinlikle Kontrol Etmek
Geçiş bölgesi Cıvata dişi ve cilalı çubuk önemli yorgunluk kaynaklarından biridir. Bitiş boyutuna göre geçiş bölgesinin şeklinin sıkı bir şekilde kontrol edilmesi yorulma ömrünün iyileştirilmesinde önemli bir tedbirdir. Bu nedenle diş açma çarkı tasarlanırken ve üretilirken ucun standarda uygun olarak sıkı bir şekilde parlatılması ve diş açma sırasında diş açma pozisyonunun sıkı bir şekilde kontrol edilmesi gerekmektedir.

Önlemek Aek Bbitirme Slüle Cıvataların Yorgunluk Ömrünü İyileştirmek İçin
Tasarım, imalat ve montajın kalitesiz olması nedeniyle cıvatalarda eksantrik yük oluşacaktır. Eksantrik yük, cıvatada ilave eğilme gerilimine neden olacak ve cıvatanın yorulma dayanımını büyük ölçüde azaltacaktır. Bu nedenle ilave eğilme momentlerinin oluşmasını önlemek için yapı ve proseste gerekli önlemler alınmalıdır.
(1) Cıvataların karşı delik açısı doğru olmalıdır.
(2) Cıvatanın yatak yüzeyi düz ve cıvata deliğinin eksenine dik olmalıdır.
(3) İş parçasına altıgen başlı deliklerin montajı için, deliğin pahı uluslararası düzenlemelere uygun olmalıdır.
Cıvataların Yorgunluk Ömrünü Uzatmak İçin Ön Yükleme Montajı
Ön sıkma kuvveti, dişli bağlantılarda en çok endişe verici sorunlardan biridir. Teori ve pratik, cıvata ve bağlı parçaların rijitliğinin değişmediğini, sadece ön yükün uygun şekilde artırıldığını ve yorulma önleme performansının önemli ölçüde iyileştirildiğini kanıtlamıştır. Bu nedenle ön yüklemenin doğru bir şekilde kontrol edilmesi ve sabit tutulması önemlidir. Ön sıkma gerilimi, tork anahtarı veya ön yükleme gerilimini gösteren gösterge tarafından kontrol edilir. yıkayıcı. Farklı koşullar altında ön yükleme gerilimi için farklı gereksinimler vardır. Son yıllarda cıvata bağlantısında yeni bir yöntem ortaya çıkmıştır, yani cıvatanın akma noktasına kadar önceden sıkılması, böylece cıvatanın plastik bölgede çalışması sağlanmıştır. Önemli ön yükleme gerilimi yorulma önleyici bağlantısı için, ön yükleme geriliminin doğru ve kullanılabilir değerini belirlemek amacıyla farklı ön yükleme gerilimlerinin yorulma ömrü testi yapılmalıdır.

ÖZET
Bu makalede cıvataların yorulma ömrünü artırmak için bazı özel işlemler özetlenmektedir. Bunlardan bir kısmı pratik uygulamalarda doğrulanmış olup, bazı ampirik veri ve sonuçların ise teoride daha fazla araştırılıp desteklenmesi gerekmektedir. Yorgunluk önleyici performansın iyileştirilmesi için kapsamlı önlemler alınmalıdır. cıvatave tek başına hiçbir önlem, genel yorulma direnci ihtiyacını karşılayamaz.