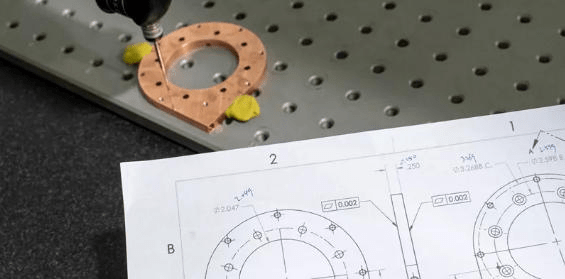
How to Produce CNC Parts for Tight-tolerance Applications?
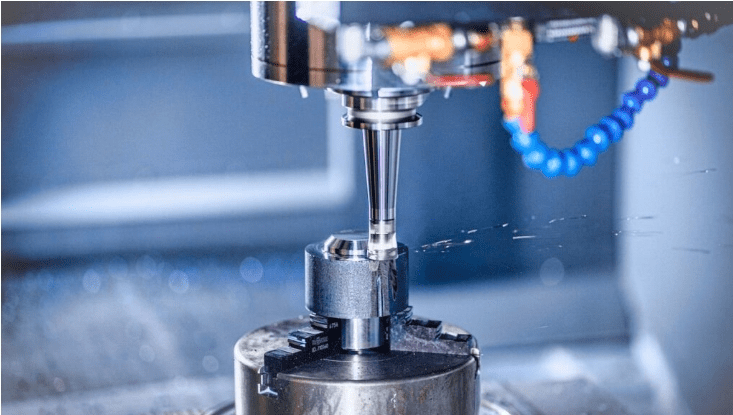
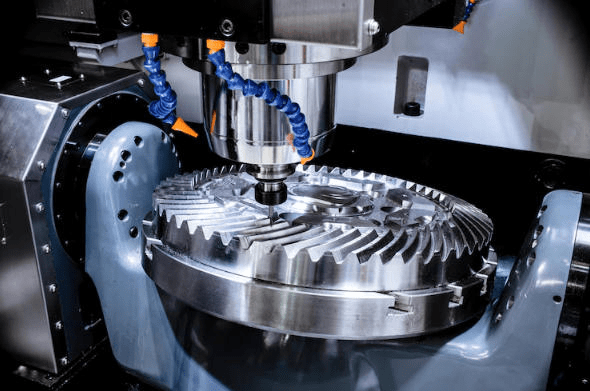
CNC machining serves as a critical manufacturing method for tight-tolerance applications, such as aerospace, medical device, automotive, semiconductor industries, etc, to produce components with exacting precision requirements. The exact dimensions of CNC parts must be achieved through micron-level measurements to guarantee their operational and secure performance. The combination of advanced control systems and high-quality tooling and optimized processes enables CNC parts to reach this precise level of accuracy.

Table of Contents
Understanding Tight Tolerances in CNC Parts
Tight-tolerance CNC parts refers to the production process which creates parts that can only have minimal dimensional changes from their specified measurements. The applications of this technology require exact tolerance specifications because any small measurement error will result in system failure and decreased operational efficiency and increased safety hazards.
The process of achieving high precision results requires both advanced CNC machines and in-depth understanding of material properties and environmental factors and machining techniques. The process requires that all thermal expansion and tool deflection and machine vibration elements must be controlled to achieve consistent results.
Key Factors Affecting Tight-Tolerance in CNC Parts
This chart provides a structured overview of how different factors influence the ability to achieve and maintain tight tolerances in CNC machining.
| Factor | Description | Impact on Tolerance |
| Machine Tool Accuracy | Precision and rigidity of the CNC machine structure and components | Directly determines achievable dimensional accuracy |
| Tooling Quality and Wear | Condition, material, and sharpness of cutting tools | Worn tools cause dimensional drift and poor surface finish |
| Material Properties | Hardness, elasticity, and thermal behavior of the workpiece material | Affects deformation, cutting forces, and stability |
| Thermal Effects | Heat generated during machining and environmental temperature fluctuations | Causes expansion/contraction of machine and workpiece |
| Fixturing and Workholding | Stability and rigidity of how the part is held during machining | Poor fixturing leads to vibration and misalignment |
| CNC Programming | Accuracy of toolpaths and machining strategies | Poor programming introduces geometric and dimensional errors |
| Machine Vibration | Vibrations from machine operation or external sources | Leads to chatter, affecting surface finish and dimensions |
| Cutting Parameters | Speed, feed rate, and depth of cut | Incorrect parameters increase tool wear and dimensional error |
| Operator Skill | Experience and expertise of the machinist | Human error can affect setup and process consistency |
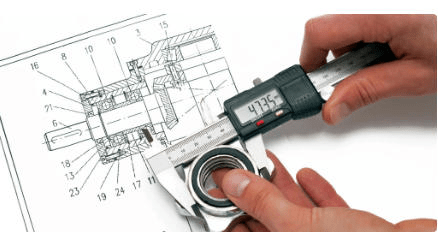
| Measurement and Inspection | Accuracy of inspection tools and in-process measurement systems | Inaccurate measurement leads to undetected deviations |
Advanced Techniques for Producing CNC Parts in Tight-tolerance Applications
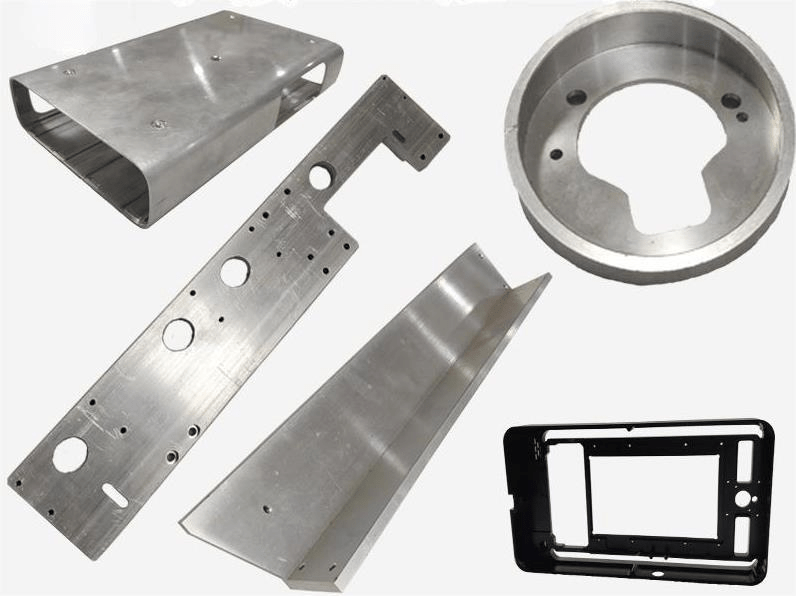
Tight-tolerance applications in aerospace, medical devices, optics, and semiconductor manufacturing require CNC machining parts that meet stringent dimensional and surface finish requirements. To achieve this level of precision, manufacturers must adopt advanced machining techniques that go beyond conventional practices, integrating cutting-edge technologies, optimized processes and intelligent control systems.
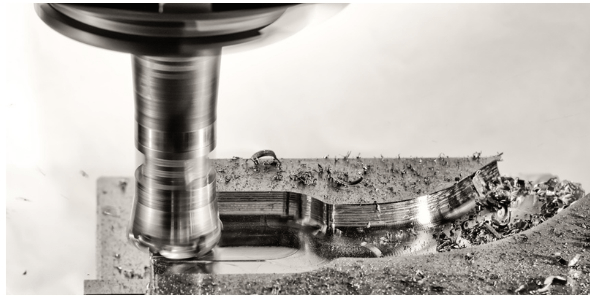
1. High-speed Machining
High-speed machining techniques have begun to make their presence felt. When high speeds are deployed, high accuracy and surface finish quality can be attained as cutting forces diminish, and slower cutting speeds cause lower heat generation and less tool wear. No longer is traditional mechanical analysis of the machining process considered enough to improve the performance- hence the presence of high-speed machining techniques employed at extremely fast working conditions.
One of the key advantages of HSM is the smoother cutting action produced. A very important benefit of such mechanism is the allied improvement in the practical surface quality. Also it does away with the need for transportation towards secondary processes. In general, this mechanism is most useful when applied to machining thin-walled or delicate components where force (without which no machining can take place) tends to deform the parts inconsciesly.
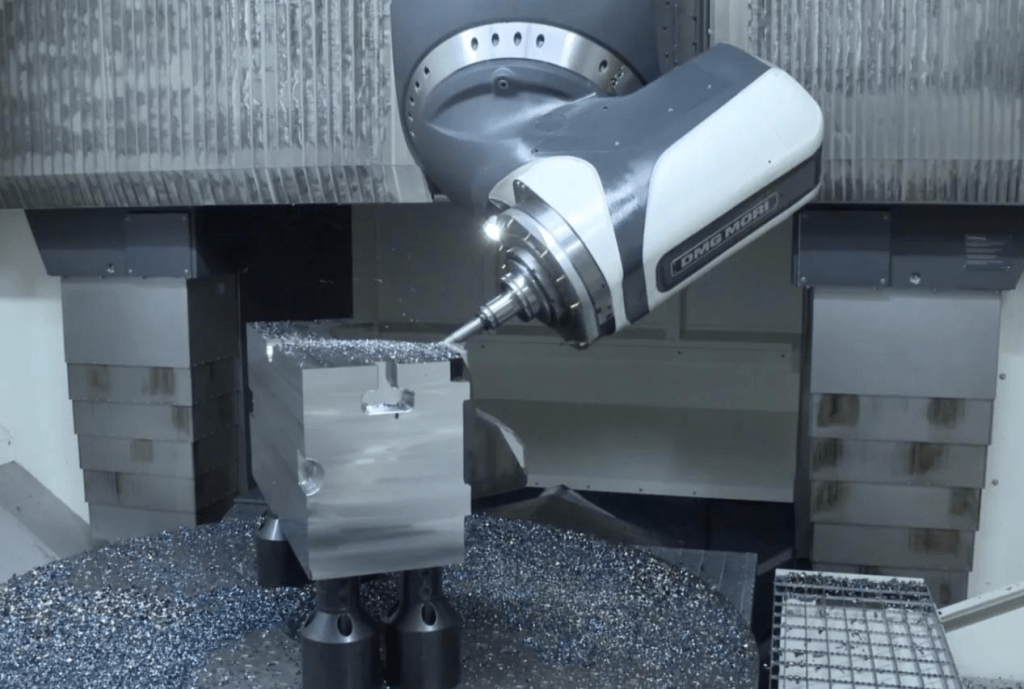
2. Multi-Axis Machining
Multi-axis machining developed with CNC milling; notably the 5-axis CNC machining capacity ensuring the manufacture of complex geometries in a single setup. Through this machining process, a high number of distortions resulting from repositioning of workpieces, the common error webbing alignment, are eliminated.
As a result of multi-axis CNC machining, close cooperation is maintained between the cutting tool and the workpiece, leading to geometric accuracy across all intricate features and ensuring consistency in tolerance. Notable among these are countless opportunities for the optimization of machining through proper alignment of the cutting tool. This positive aspect of machining minimizes tool wear and enhances the surface integrity.
3. Adaptive Toolpath Strategies
Advanced CAM software allows the use of CNC toolpaths that respond adaptively to changes in the process because of online feedback. An intelligent strategy involves maintaining constant lateral engagement and achieving almost constant cutting forces to minimize disturbances and inaccuracies during machining.
Adaptive techniques have therefore been successfully combined with Give Your Tool (GYT) IDEAL tool life optimization strategies in the system as a rule, resulting in significant tool life extension, tool life optimization, better surface finish, and consistent accuracy in the manufacture of complex or high-precision parts. Examples of adaptive strategies that work well are trochoidal milling and constant chip load method.
4. In-Process Measurement and Real-Time Feedback
CNC machines can be equipped with in-process measurement systems for real-time monitoring and adjustment of machining operations. Probing cycles, laser measurement systems, or touch sensing may be employed to monitor tool and piece deviations and to give alerts within machining.
In addition to this, being able to rely on automatic tool-wear compensation, thermal expansion compensation, or minor inaccuracy compensation, a big part of these factors will be within tolerance and will not need manual intervention at all. This approach also brings about a decrease in the scrap rates and improves the overall process reliability.
5. Thermal Control and Compensation Techniques
Temperature variance causes the greatest concern for the tight-tolerance machining operation. The advanced techniques have made headway in both managing and compensating for thermal impact.
Machine tools equipped with thermal sensors and compensation algorithms can be set up to adjust their positioning as required in order to cancel thermal expansion. Maintaining an ambient workshop environment in conjunction with using temperature-controlled coolant system will help reduce thermal distortions-both in the machine and the workpiece.
6. Precision Fixturing and Workholding Solutions
Custom fixturing helps in the area of maintaining part stability during machining; hence, its crucial need. Vacuum fixtures, hydraulic clamps and zero-point clamping systems ensure very repeatable positioning, minimization of vibration, and are ideal for these systems(plural). Systems are even more crucial for the success of components with thin walls or harder conditions where even tiny movements could hurt the accuracy of the dimensions. Another important advantage is that proper fixturing reduces setup time and makes repeatability more fine in performance.
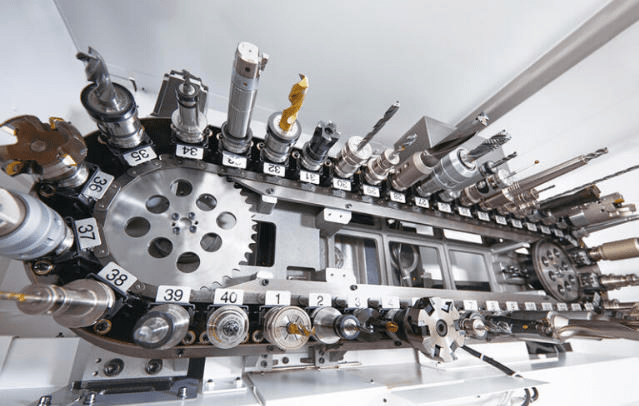
7. Tool Monitoring and Predictive Maintenance
Tool monitoring technologies are part and parcel of CNC machining centers, helping to carry information in real-time about the tool condition. Various sensors are utilized to monitor the actual tool and work according to rules defined with numerous warnings and alarms. Real-time monitoring of cutting forces or amplitudes is possible by evaluating data from these sensors, while observers linked to selected parameters allow insight into particular information.
Predictive maintenance based on the available data predicts when certain implements should be replaced so that their failure is well in hand and that the quality of machining remains consistent. This policy of maintenance has not only improved tolerance control but also minimized downtime and had reduced operating costs.
8. Advanced Cutting Tool Technologies
This chart summarizes the most important advanced cutting tool technologies that enable manufacturers to achieve and maintain tight tolerances in CNC machining parts.
| Tool Technology | Description | Key Advantages | Typical Applications |
| Carbide Cutting Tools | Tools made from tungsten carbide with high hardness and wear resistance | Excellent rigidity, high precision, long tool life | General precision machining, aerospace and automotive parts |
| Polycrystalline Diamond (PCD) Tools | Tools with diamond particles sintered together | High wear resistance, superior surface finish | Non-ferrous materials, composites, aluminum alloys |
| Cubic Boron Nitride (CBN) Tools | Superhard tools second only to diamond | Ideal for hard materials, maintains sharpness at high temperatures | Hardened steels, high-precision finishing |
| Coated Cutting Tools | Tools coated with TiN, TiAlN, DLC, or similar coatings | Reduced friction, improved heat resistance, extended tool life | High-speed machining, harsh materials |
| Micro-Grain Carbide Tools | Carbide tools with finer grain structure | Higher toughness and edge retention | Micro-machining, intricate and small components |
| Ceramic Cutting Tools | Tools made from advanced ceramic materials | High resistance, suitable for high-speed cutting | Cast iron, superalloys, finishing operations |
| Diamond-Coated Tools | Carbide tools coated with a thin diamond layer | Combines toughness of carbide with hardness of diamond | Abrasive materials, composites, graphite machining |
| High-Performance End Mills | Specialized geometries designed for efficient chip evacuation | Improved stability, reduced vibration, better surface quality | Complex geometries, tight-tolerance milling |
| Variable Helix/Variable Pitch Tools | Tools designed to reduce harmonic vibration | Minimized chatter, improved dimensional accuracy | Precision milling, thin-wall components |
| Tool Condition Monitoring Systems | Sensors integrated with tooling systems to track wear and performance | Real-time feedback, reduced tool failure risk | Automated CNC systems, high-volume precision production |
9. Automation and Digital Integration
Automation has resulted in the change of CNC machining initially, by standardizing everything and eliminating human error. Robotic loaders, automatic tool changers, and pallet systems have increased areas of production that require minimal attention to human hands.
The technology trend of digital integration, including the use of Industrial Internet of Things (IIoT) technologies, makes machines communicate and share data in real-time. This allows the system to improve on process monitoring and data analysis methods, optimizing them to ensure tight control over processes from one production run to the next.
10. Surface Finishing and Micro-Machining Techniques
The achievement of the required surface finish of CNC machining parts should be emphasized at least as much as finalization of the required dimension in precision applications. Honing, grinding, lapping, and polish cutting are secondary services to enhance that over the material’s surface.
Minimally invasive methods employed in the case of micro-machining, such as micro-milling and EDM, are useful for the cutting of minute phases and features. Such methodologies help in the most precise and profound execution possible down to the micrometer level for medical and electronic components.
Challenges in Producing CNC Parts for Tight-tolerance Applications
This chart summarizes the primary obstacles manufacturers face when producing high-precision customized CNC machining parts for tight-tolerance applications and the corresponding strategies to address them effectively.
| Challenge | Description | Impact on Manufacturing | Mitigation Strategies |
| Machine Limitations | Inherent accuracy limits of CNC machines and wear over time | Difficulty maintaining ultra-tight tolerances | Regular calibration, use of high-precision machines, thermal compensation systems |
| Tool Wear and Breakage | Gradual degradation or sudden failure of cutting tools | Dimensional drift, Extremely surface finish | Tool monitoring systems, scheduled replacement, high-quality tooling |
| Thermal Expansion | Heat generated during machining affects machine and workpiece dimensions | Causes dimensional variation and inconsistency | Temperature-controlled environments, coolant systems, thermal compensation |
| Material Deformation | Elastic or plastic deformation during machining | Loss of dimensional accuracy, especially in thin parts | Optimize cutting parameters, use proper fixturing, select suitable materials |
| Complex Geometries | Intricate designs requiring multi-axis machining | Increased setup complexity and risk of alignment errors | Use 5-axis machining, advanced CAM software |
| Fixturing Challenges | Difficulty in securely holding delicate or complex parts | Vibration, movement, and misalignment | Custom fixtures, vacuum or hydraulic clamping systems |
| Vibration and Chatter | Machine or tool vibrations during cutting | Poor surface finish and dimensional inaccuracies | Improve machine rigidity, optimize cutting parameters, use damping techniques |
| Programming Errors | Inaccurate toolpaths or suboptimal machining strategies | Geometric deviations and scrap parts | Simulation and verification using advanced CAM software |
| Measurement Limitations | Inaccuracy in inspection tools or methods | Undetected errors and tolerance violations | Use CMM, laser measurement, and in-process inspection systems |
| Environmental Variations | Changes in ambient temperature, humidity, or external disturbances | Affects machine stability and measurement accuracy | Maintain controlled shop floor conditions |
| High Production Costs | Increased time, tooling, and quality control requirements | Higher manufacturing costs and reduced profitability | Process optimization, automation, and lean manufacturing practices |
| Skilled Labor Requirements | Need for experienced operators and programmers | Risk of human error and inconsistent quality | Training programs, standard operating procedures, automation support |
Tight-tolerance Applications of CNC Parts
his chart provides how CNC parts is essential in tight-tolerance applications where precision, safety, and performance are critical.
| Industry | Application Area | Typical CNC Parts | Tolerance Requirements | Importance of Tight Tolerance |
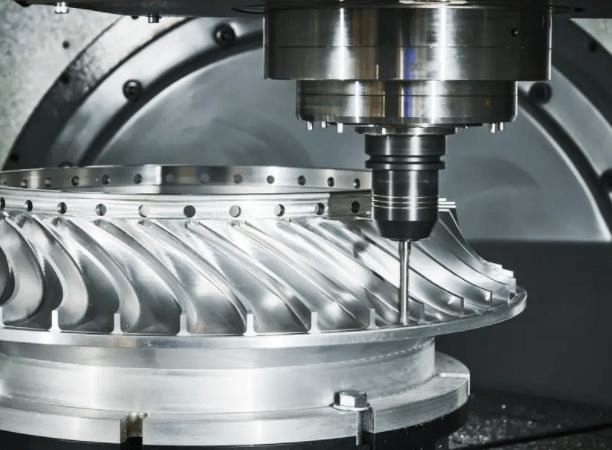
| Aerospace | Aircraft structures and engine components | Turbine blades, brackets, housings | ±0.001″ (±0.025 mm) or tighter | Ensures safety, aerodynamic efficiency, and performance reliability |
| Medical Devices | Surgical tools and implants | Bone screws, prosthetics, orthopedic implants | ±0.0005″ (±0.012 mm) | Critical for patient safety and biological compatibility |
| Automotive | Engine and transmission systems | Pistons, fuel injectors, gear components | ±0.001″ to ±0.005″ | Improves efficiency, durability, and emission control |
| Electronics | Precision components and enclosures | Connectors, heat sinks, micro-housings | ±0.0005″ to ±0.002″ | Ensures proper fit, electrical performance, and heat dissipation |
| Semiconductor | Wafer processing equipment | Chambers, fixtures, precision stages | ±0.0001″ to ±0.001″ | Required for ultra-clean environments and micro-scale accuracy |
| Defense and Military | Weapon systems and guidance components | Missile parts, optical mounts, targeting systems | ±0.0005″ to ±0.002″ | Ensures operational accuracy and mission reliability |
| Energy (Oil and Gas) | Drilling and exploration equipment | Valves, seals, pump components | ±0.001″ to ±0.003″ | Maintains pressure integrity and operational safety |
| Robotics and Automation | Motion control systems | Actuators, gearboxes, robotic joints | ±0.0005″ to ±0.002″ | Enables precise movement and repeatability |
| Optics | Optical instruments and alignment systems | Lens mounts, mirrors, positioning frames | ±0.0001″ to ±0.001″ | Essential for accurate light alignment and imaging performance |
| Industrial Machinery | High-precision mechanical systems | Spindles, bearings, shafts | ±0.001″ to ±0.003″ | Ensures smooth operation, reduces wear and vibration |
Final Thoughts
CNC parts in high-tolerance applications perfectly demonstrates the existence of intricate machinery working side-by-side, with intensive programming as another determining factor, and finally garnished with rigorous quality control protocols. And though this technological sphere is incessantly upgrading, it is for more elaborate automation, digital monitoring, machining enhancements and many others that would go on to bring ultra-precision at even higher efficiencies and very carefully optimized costs.
