Custom Injection Molding Parts Provider
Custom plastic injection molding services for 3D printing, prototypes and mass production parts.
Obtain customized injection molded plastic parts in within 1-5 working days, comply with CE, ROHS, REACH, certified to ISO 9001, IATF 16949 and Dun & Bradstreet. Free DFM report & mold flow simulation available. PPAP could be offered as per requirements.
We provide customized injection molding solutions, from prototype design to small batch manufacturing, to large-scale production, and offer related metal accessory design and manufacturing for plastic products. Our factory is equipped with medium-sized (100-500T) machines and large 500T-800T machines, allowing us to handle various sizes and complex parts.
We produce 100000 parts per day and provide customized full injection molding services. Both plastic and metal molds are developed and manufactured internally.


Why Choose Our Injection Molding Parts
As a customized plastic injection molding company in China, KENENG provides global customers with cost-effective precision plastic injection molded parts.
KENENG can provide rapid prototyping parts through our plastic injection molds and injection production lines. For rapid prototyping and small batch production, we can provide 3D samples first, which will greatly decrease the cost and delivery cycle of standard molds.
Strict environmental control and robust verification process: 100% full inspection, with a pass rate of over 99%.
Manufacturing environment: Total manufacturing area -10000 square meters, injection molding workshop -800 square meters, assembly workshop -800 square meters, sample room -150 square meters, FA-100 square meters, warehouse -1500 square meters.
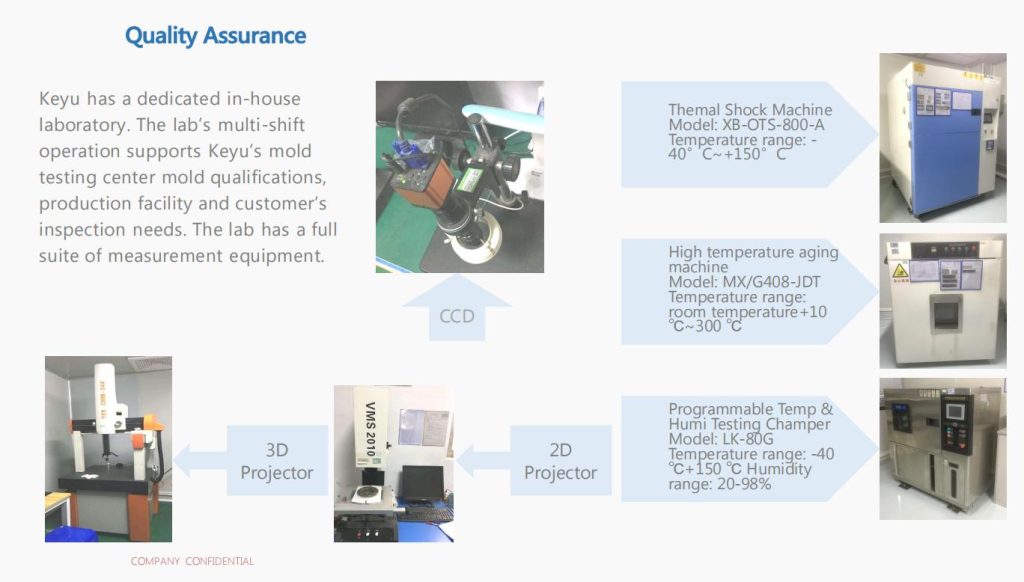
Strictly implement 7S management, a fully equipped testing center, and 24-hour shift work. We can provide customers with FAI, CPK, PPK, SST, MTC and other documents.
KENENG has a dedicated internal laboratory. The multi-shift operation in the laboratory supports customer testing needs. The laboratory has a complete set of measuring equipment.

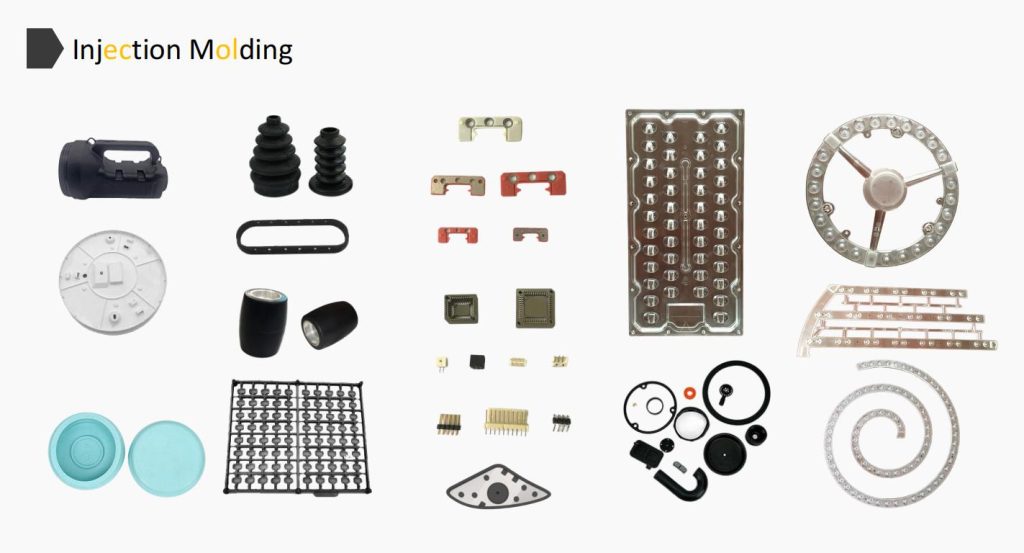
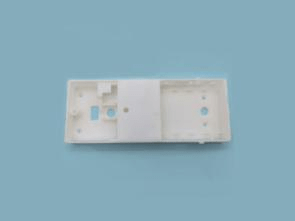
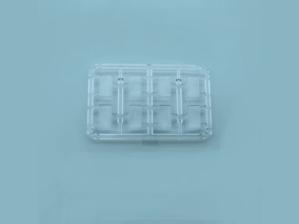
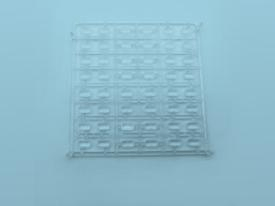
Case Products of Injection Molding Parts






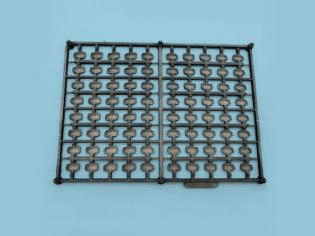





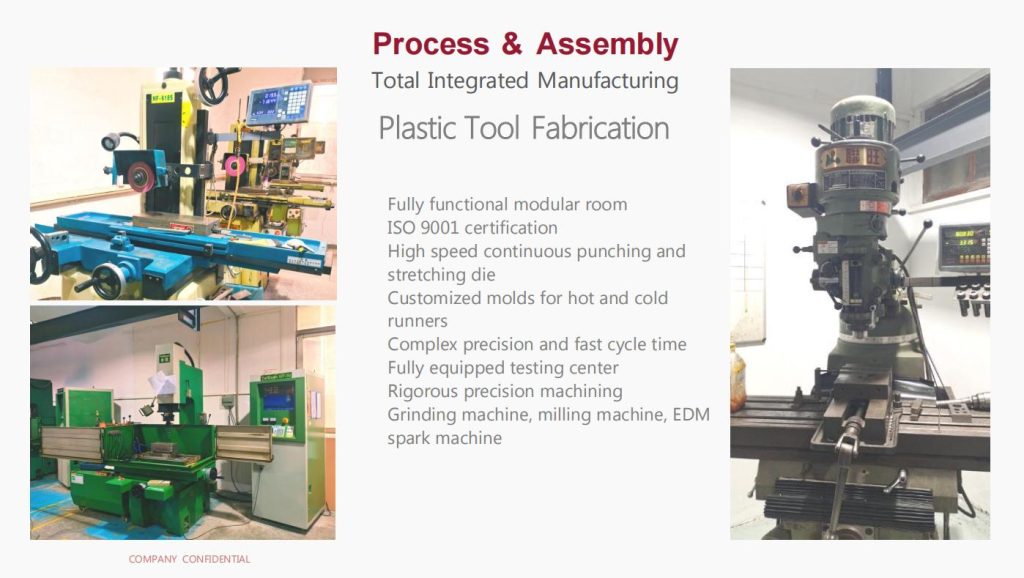
Custom Parameters of Injection Molding Process
We offer flexible injection molding solutions, capable of handling everything from rapid prototyping to large-scale production. With a focus on precision and fast lead times, we ensure plastic parts that meet your custom requirements. Our services also include secondary operations to support your project’s complete needs.
| Category | Starts at 5 business days; most orders are within 15 days. |
| Lead Time | 0.5 mm-5 mm walls; 0.5°-2° draft:underuts, ribs, gussets, bosses. |
| Machines & Mold Types | 50T-1100T machines; single/multi-cavity & family molds;steel & aluminum molds. |
| Part Size Range | 5x5x5mm to 1200x1000x500mm |
| Tolerances & Precision | Mold cavity tolerance ±0.02 mm; part repeatability±0.1 mm. |
| Wall Thickness & Features | 0.5 mm-5 mm walls; 0.5°-2° draft:underuts,ribs, gussets, bosses. |
| Production Volumes | Prototype to mass production (up to 100000+cycles). |
| Secondary Operations | Mold texturing, pad printing, laser engraving, threaded inserts,assembly. |
Materials Used for Injection Molding Parts
KENENG’s factory has professional and advanced thermoplastic injection molding equipment, which can provide customers with a full range of customized services for various materials.
Polyethylene

- Polyethylene, abbreviated as PE, is a thermoplastic resin obtained by the polymerization of ethylene.
- Polyethylene resin is an odorless, non-toxic, white powder or granule with a milky white appearance.
- Low water permeability but high air permeability, not suitable for fresh-keeping packaging but suitable for moisture-proof packaging.
- The mechanical properties are relatively general, the tensile strength is low, but the impact resistance is good.
- The heat resistance is not high, and the low-temperature resistance is good.
- Low dielectric loss and high dielectric strength.
- It has good chemical stability. It is resistant to acid, alkali, and saline solution at room temperature, but it is not resistant to strong oxidants such as concentrated nitric acid.
- With low processing temperature and moderate viscosity, it is a kind of plastic with good processing performance.
Polypropylene
- Polypropylene is a polymer obtained by the addition polymerization of propylene.
- Polypropylene is a white waxy material with a light and transparent appearance.
- Widely used in machinery and automobile manufacturing parts, electronic and electrical industrial devices, construction, agriculture, fishery and food industries, textile and printing industries, and other industries.
ABS

- Acrylonitrile-butadiene-styrene copolymer (ABS) is a thermoplastic polymer material with good toughness, high strength, and easy processing.
- Opaque, low weight.
- High strength and strong impact resistance.
- Good chemical stability and good electrical properties.
- Mainly used in the production of wear-reducing and wear-resistant parts, general mechanical parts, transmission parts, and telecommunication parts.
PA

- PA generally refers to nylon, which is the first synthetic fiber to appear in the world.
- Polyamide has the characteristics of non-toxicity, lightweight, excellent mechanical strength, good wear resistance, and good corrosion resistance.
- Polyamide is mainly used for synthetic fibers, and its most prominent advantage is that it has higher abrasion resistance than all other fibers.
- Widely used to replace copper and other metals, various medical and knitwear production.
Polystyrene
- Polystyrene is a colorless and transparent thermoplastic.
- Ordinary polystyrene resin is odorless, non-toxic, colorless, and transparent particles, and is a glass-like brittle material. Its products have extremely high transparency, and the light transmittance can reach more than 90%.
- Good electrical insulation performance, easy to color, good processing fluidity, and good rigidity.
- Good corrosion resistance, poor oxidation resistance, poor solvent resistance.
- It is often used to make various disposable containers or disposable foam lunch boxes that need to withstand the temperature of boiling water.
Other Materials
For other materials, you can contact us for customization.
Main Types of Injection Molding
Rubber Injection
The molding method of injecting the rubber material directly from the barrel into the model for vulcanization is called the rubber injection method. The advantages of rubber injection molding are short molding cycles, simple processes, high production efficiency, low labor intensity, and excellent product quality.
Plastic Injection
The molten plastic is injected into the mold under pressure, and after cooling and molding, the various plastic parts formed are called plastic injection molding. The most commonly used plastics are ABS, PA, polyethylene, polypropylene, polystyrene, etc.
Workshop and Factory for Producing Injection Molding Parts