What are Key Post-Processing Techniques in CNC Machining?
CNC machining is renowned for its accuracy, precision and effectiveness in the production of intricate parts made of various materials. But, the process doesn’t stop once the component has been milled or turned. Post-processing is vital to ensure that the finished product is in line with all aesthetic, functional and quality standards. This article will focus on the most important post-processing methods in CNC machine machining and their significance in the creation of the highest quality of final product.
Table of Contents
Why Post-Processing Techniques in CNC Machining are Important
CNC machine machining is cutting and drilling, milling and turning materials into precise designs. These operations determine the shape of a piece however, they can leave behind imperfections on the surface such as burrs and tool marks and sharp edge. Additionally, the physical and mechanical characteristics of a part that has been machined might not always meet the specifications of its final usage. Post-processing methods address the issues by improving the surface finish, increasing the mechanical properties, enhancing resistance to corrosion, and ensuring the quality of the product.
Key Post-Processing Techniques in CNC Machining
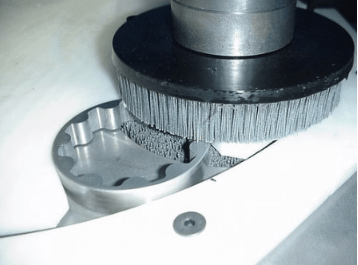
1. Deburring
When CNC processing cutting edges and burrs and tiny protrusions are typical particularly for soft metals and plastics. Deburring is the method of eliminating these imperfections by thermal, mechanical or chemical methods.
This is a simple and concise list of the most popular deburring methods in CNC machine:
| Deburring Technique | Description | Best For | Automation Level |
| Manual Deburring | Hand tools such as scrapers, files or sandpaper. | Low-volume, complex or delicate parts | Low |
| Mechanical Deburring | This includes grinding, tumbling or abrasive brush. | Production in high volume, metal parts | Medium to High |
| Thermal Deburring (TEM) | Utilizes explosive gas in a chamber to slash off burrs. | Internal burrs that are difficult to reach in areas | Medium |
| Cryogenic Deburring | Freezes components to make them and then blasts them off using blasting media. | Metals, soft and plastics | Medium to High |
| Electrochemical Deburring | Removes burrs by using carefully controlled electrochemical reaction. | Precision parts, small features | Medium |
| Ultrasonic Deburring | Utilizes ultrasonic energy in liquid media to eliminate burrs. | Small and fragile parts | Low to Medium |
| High-Pressure Water Jet | Utilizes high-pressure water that is focused to clean away abrasions. | Small burrs inside channels | Medium to High |
2. Surface Finishing
Surface finish quality can dramatically affect a piece’s performance and aesthetic appeal.
This chart outlines the most common techniques for finishing surfaces for CNC machine:
| Method | Description | Surface Result | Common Materials | Typical Use Cases |
| Polishing | Make use of abrasive substances as well as wheels for creating an even reflective surface. | Mirror finish or high gloss | Metals (aluminum, steel), plastics | Aesthetic components optical instruments, medical instruments |
| Sanding | Abrasive belts or paper utilized to smooth surfaces and remove marks left by tools. | Matte with semi-gloss or matte finish | Plastics, wood and soft metals | Parts for furniture Prototypes made of plastic |
| Bead Blasting | Glass or ceramic beads are pushed at high speed to create texture the surface. | Uniform matte finish | Metals (aluminum and stainless steel) | Tooling, enclosures, aerospace hardware |
| Tumbling | Parts are rotated or vibrated using abrasive materials to remove burrs and polish. | Smooth edges, smooth | Plastics, metals | Finishing in bulk of tiny – to medium-sized components |
| Anodizing | Electrochemical process which forms an oxide layer of protection (mainly for aluminum). | Clear or color-coated coating | Aluminum | Consumer electronics, aerospace, architectural |
| Electropolishing | The removal of a thin layer material by electrochemical reaction. | Bright, clean, corrosion-resistant | Titanium, stainless steel | Medical, food processing, semiconductor components |
| Powder Coating | Sprays dry powder and it cures under the heat to form an extremely hard coating. | Colored, durable finish | Metals | Automotive, industrial, consumer products |
| Painting | Sprays liquid paint either manually or by spraying to provide protection and color. | Matte, glossy, or texture | Plastics, metals | Casings, decorative parts and signage |
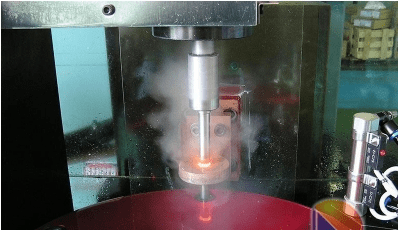
3. Heat Treatment
For the metals like titanium or steel the need for heat treatment is crucial to improve the mechanical properties.
This chart is an easy reference to understand the different heat treatment techniques along with their uses in CNC machine.
| Heat Treatment Process | Description | Purpose | Common Materials | Typical Use Cases |
| Annealing | A process for heat treatment whereby materials are heated before being slowly cooled down to eliminate the stress. | Softens material, improves ductility, reduces hardness. | Copper, steel, aluminum brass | Aerospace components, pipes, wire, structural materials |
| Hardening | The material is heated to a high temperature, quickly cool it (usually in oil or water). | Improves wear resistance and hardness. | Carbon steels, alloy steels, tool steels | Gears, bearings, tools and cutting tools |
| Tempering | Heating the hardened material until it is at an lower temp cooling it down slowly to ease stress. | Reduces brittleness, while maintaining toughness. | Carbon steels, tool steels | Tooling, automotive parts, structural components |
| Quenching | The material is rapidly cooling usually through immersion in oil, water or air. | Enhances the tensile and hardness. | Steel, iron, alloys | Parts for machines, automotive parts and gears |
| Stress Relieving | The process involves heating a component down to lower temperatures, gradually cooling it to lessen the internal stress. | Reduces the risk of warping and dimensional instability. | Aluminum, stainless steel, carbon steel | Precision parts, welded parts frame structural frames |
| Normalizing | Heating the material to the temperature of critical and chilling it with air. | Refines grain structure, restores ductility. | Steel, cast iron | Steel parts, forging, casting |
| Carburizing | Infusing carbon to the surface of low carbon steel through heating in a carbon-rich atmosphere. | Enhances the surface’s hardness. | Steel low-carbon | Gears, shafts, camshafts |
| Nitriding | Nitrogen diffusion into the surfaces of matter typically when temperatures are lower. | Enhances the surface’s hardness and corrosion resistance. | Titan, steel, aluminum alloys | Aerospace, tooling, automotive applications |
| Cyaniding | Similar to carburizing, however, it uses a cyanide-based substance to allow diffusion. | It increases the hardness and wear resistance. | Steel Alloy Steels | Car parts, cutting tools |
| Induction Hardening | Make use of electromagnetic induction to heat certain areas of a piece and then cool it down quickly. | It hardens certain regions of a piece. | Alloy steels, Steel | Gears, shafts, bearing races |
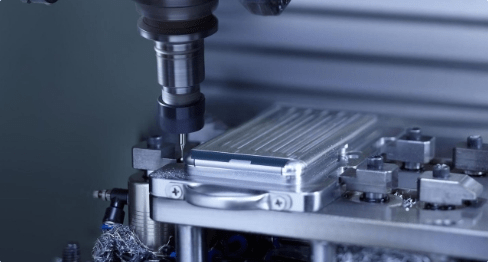
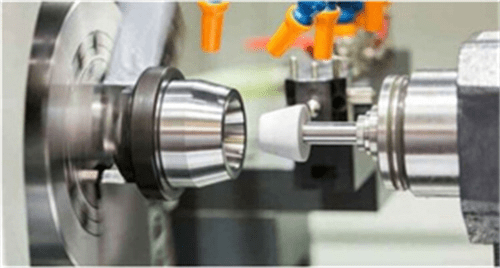
4. Grinding
CNC grinding is a high-precision post-processing technique that is typically used following CNC processing to improve the finish of the surface, create precise tolerances and improve precision of dimensional measurements. It utilizes wheels for removing tiny amounts of material which makes it suitable for machining hard metals and complex components that require a high-quality surface. Grinding removes tool marks caused by CNC cutting, and is typically used in the last stages of manufacturing to ensure high-end aerospace or industrial standards.
5. Threading and Tapping
Taping and threading are crucial post-processing methods in CNC machining that create external or internal threads on the machined parts. CNC threading is the process of cutting helical grooves onto the surface of a cylindrical or a hole while tapping refers to the creation of internal threads with taps. These methods ensure that the components are secured using bolts or screws. They are vital for the functioning of assemblies in industries like aerospace, automotive and electronics, where quality and longevity of threaded connections is essential.
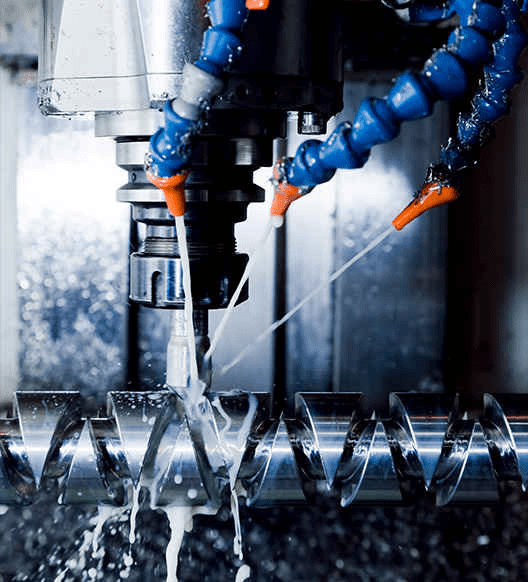
6. Cleaning
Following CNC post-processing and machining the parts should be thoroughly cleaned in order to remove coolants, oils, shavings, and other residual substances from the process of machining. Cleanliness ensures the component is clean of any contaminants which could impact the performance of it, its appearance or the quality of its outcomes.
Here’s a chart detailing various cleaning methods in CNC Machining:
| Cleaning Method | Description | Best Used For |
| Compressed Air Cleaning | Uses high-pressure air to blow off chips, dust, and debris | Quick surface cleaning after machining |
| Ultrasonic Cleaning | Uses high-frequency sound waves in a cleaning solution to remove contaminants | Delicate or complex parts with fine features |
| Solvent Cleaning | Applies chemical solvents to dissolve oils, coolants, and residues | Removing tough lubricants or machining fluids |
| Aqueous Cleaning | Uses water-based solutions, often heated, with detergents for general cleaning | Eco-friendly method for bulk cleaning |
| Steam Cleaning | High-temperature steam loosens grime, oils, and particles | Effective degreasing without harsh chemicals |
| Manual Wiping/Brushing | Physical scrubbing or wiping with cloths, brushes, or pads | Spot-cleaning or sensitive surfaces requiring gentle touch |
| Vacuum Cleaning | Removes dry chips and dust using industrial vacuums | Initial chip removal before detailed cleaning |
| CO₂ Snow Cleaning | Blasts dry ice particles to lift off particles and oils | Precision cleaning without moisture or residue |
| Vapor Degreasing | Uses solvent vapors to condense on the part and dissolve contaminants | High-performance cleaning of critical metal parts |
7. Inspection and Quality Control
The last step of the post-processing process is the inspecting and quality-control procedure during CNC manufacturing. This is vital in order to make sure that the component is in compliance with the precise specifications and tolerances that are required for the purpose it was designed to serve. If the inspection is not thorough, even the slightest deviation could result in failure or even poor performance.
Here is a table that outlines the most common inspection techniques used in CNC Machining:
| Inspection Technique | Description | Application |
| Visual Inspection | Manual checking for surface defects, burrs, or discoloration | A quick assessment of obvious flaws and cosmetic imperfections |
| Calipers and Micrometers | High-quality handheld instruments to measure internal and external dimensions | Validating the critical dimensions and tolerances |
| Coordinate Measuring Machine (CMM) | Automated measurement by the probe and three-dimensional coordinates | High-precision dimensional inspection for complex parts |
| Optical Comparators | The projector projects a magnified image of a component to check its design overlays | Examining contours, profiles, and other small features |
| Surface Roughness Testers | Devices to measure finish of the surface in microns | Evaluation of surface texture for practical surfaces |
| Go/No-Go Gauges | Fixed measurement tools to determine whether parts meet acceptable tolerances | Fast pass/fail inspections for high-volume parts |
| Laser Scanning / 3D Scanning | Non-contact method of capturing the entire 3D geometry of an component | Comparing complex geometries with CAD models |
| Hardness Testing | Determines the degree of resistant to the change in (e.g., Rockwell, Brinell tests) | Insuring that heat treatment or material uniformity |
| Thread Gauges | It is used to verify internal and external threads for precision | Verifying the compatibility of features that use threads |
| Bore Gauges | Accurate instruments to determine the diameter of holes and roundness | Inspecting internal features with tight tolerance |

Summary
Post-processing is an essential step in CNC processing which transforms a rough workpiece into an item that is ready to use. From surface treatments and deburring to cleaning and inspection, every method contributes to the highest quality, aesthetics, and long-lasting. By integrating proper post-processing procedures manufacturers make sure they are sure that the CNC machined components conform to the highest quality standards, minimising errors and improving efficiency.








