CNC Threading: A Guide to Efficient and Precise Thread Machining in CNC Machining Centers
CNC threading has become a cornerstone of modern manufacturing, enabling the creation of highly accurate and reliable threaded components within a multitude of industries. This article delves into the intricacies of CNC threading, exploring its various methods, tool considerations, programming techniques, and best practices for achieving optimal results in your CNC machining center.

Understanding What is CNC Threading
CNC threading refers to the process of machining threads using a CNC machining center. Unlike traditional manual threading, CNC threading utilizes computer-controlled programming to guide the cutting tool, resulting in unparalleled precision, repeatability, and efficiency. This technology has revolutionized thread production, empowering manufacturers to create complex and intricate threads with minimal waste and human intervention.
What are the CNC Threading Machines?
CNC threading machines are specialized equipment predominantly utilized within CNC machining centers to execute the threading process with a high degree of precision. These machines are characterized by their versatility, typically incorporating multiple axes of movement, often three or five. This configuration enables meticulous control over the cutting tool’s trajectory and depth during the threading operation.
In the realm of contemporary CNC machining centers, several advanced features significantly enhance the efficiency and accuracy of the threading process. These include rigid tapping spindles, which ensure stable and synchronized tapping operations. Additionally, high-speed milling capabilities contribute to the overall performance of CNC threading machines, allowing for swift and precise material removal during the threading process. Furthermore, the inclusion of sophisticated tool changers in modern CNC machining centers facilitates seamless transitions between different tools, optimizing the overall efficiency of the threading operation.
CNC Machining Center Thread Processing Methods
CNC threading boasts a diverse repertoire of techniques, each meticulously designed to address specific requirements and workpiece characteristics. This versatility empowers machinists to tackle a multitude of threading challenges with optimal efficiency and precision. Here, we delve into the intricacies of the most prevalent CNC threading methods:
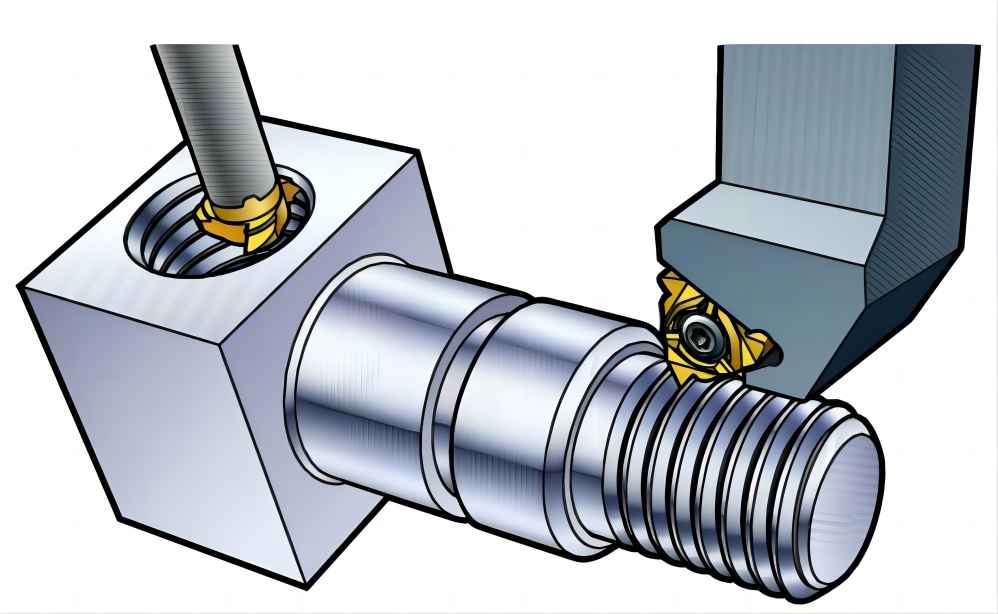
1. Thread Tapping: This established method leverages a dedicated threading tap, featuring a precisely formed profile, to progressively cut and form threads within a pre-drilled hole. Characterized by high accuracy and repeatability, thread tapping excels in processing small to medium diameter threads, particularly within readily machinable materials. The controlled engagement of the tap’s flutes ensures efficient chip evacuation, minimizing burr formation and promoting clean thread profiles.
2. Thread Milling: When confronting larger diameter threads or materials presenting unique challenges (e.g., high hardness, exotic alloys), thread milling emerges as the preferred solution. This method utilizes a specifically designed thread milling cutter, meticulously crafted to replicate the desired thread profile. By employing a series of programmed toolpath increments, the cutter progressively sculpts the thread form, offering exceptional surface finish and superior chip control compared to tapping. This approach is particularly advantageous for blind hole threading due to the absence of a tool lead-in requirement.
3. Die Head Threading: For high-volume production runs of standardized threads, die head threading reigns supreme. This specialized technique employs a die head, equipped with a precisely formed rotary die, to swage threads onto pre-formed cylindrical blanks. The swaging action, characterized by its rapid cycle times, efficiently compresses the material to form the desired thread profile. This method boasts superior production rates compared to tapping or milling, making it ideal for mass production scenarios.
4. Form Drilling: Pushing the boundaries of efficiency, form drilling combines the functions of drilling and thread formation into a single operation. This innovative technique utilizes a form drill, featuring an integrated thread profile, to simultaneously create the pilot hole and thread form within the workpiece. This single-pass approach minimizes cycle times and offers exceptional accuracy, making it particularly suitable for blind hole applications and situations demanding high throughput.

Considerations for CNC Threading Tool Selection
The judicious selection of appropriate tooling plays a pivotal role in achieving optimal results during CNC threading operations. Several key factors influence the tool selection process, necessitating a comprehensive evaluation to ensure efficient and precise thread formation:
1. Thread Geometry and Dimensions
- Thread Profile: Different thread profiles require dedicated tooling. Common profiles encountered in CNC threading include metric, imperial, NPT, and UN threads, each requiring specific tool geometries for accurate form generation.
- Thread Diameter: The diameter of the thread dictates the tool shank diameter and cutting edge dimensions. Shank diameter compatibility with tool holders is crucial, while cutting edge geometry and chip gullet size must be optimized for the specific diameter range to ensure efficient chip evacuation and minimize tool wear.
2. Workpiece Material
- Material Properties: The material properties of the workpiece directly impact the tool material selection. Harder materials necessitate tools with superior wear resistance, such as carbide-tipped tools, while softer materials may allow for the use of high-speed steel tools for cost-effectiveness.
- Cutting Performance and Tool Life: The tool material and geometry must be tailored to the specific cutting characteristics of the workpiece material. Harder materials often require slower feed rates and higher cutting forces, necessitating robust tool designs for extended tool life.
3. Thread Depth and Blind Hole Considerations
- Thread Depth: Deeper threads necessitate longer tool shanks and flutes to ensure adequate reach and chip clearance. Insufficient tool length can lead to poor chip evacuation, thread quality issues, and potential tool breakage.
- Blind Hole Accessibility: For blind hole threading, tools with specific geometries are required. Bottoming taps and form drills feature shortened lead-in sections to facilitate engagement within the confined space of the blind hole.
4. Production Volume and Cost Optimization
- High-Volume Production: In high-volume production runs, robust and cost-effective tools are paramount. Carbide-tipped tools offer superior wear resistance and longevity, justifying their higher initial cost through extended tool life and reduced downtime.
- Prototype Machining and Flexibility: For prototype machining or low-volume production, tool flexibility and versatility might be prioritized. Multi-profile taps and threading inserts offer the ability to handle a variety of thread profiles with a single tool body, reducing tooling inventory and setup times.
By meticulously evaluating these key factors and selecting appropriate tooling, CNC machinists can ensure efficient, precise, and cost-effective thread formation, elevating the quality and consistency of their CNC threading operations.
CNC Threading Programming: Orchestrating Precision Through Code
CNC threading relies on meticulously crafted programs to guide the machine’s movements and tool actions with exacting accuracy. Common programming languages employed include G-code, Fanuc macro language, and proprietary CNC control interfaces. These programs define the following crucial elements:
1. Thread Geometry Specification
- Profile: The program precisely defines the desired thread profile (e.g., metric, imperial, NPT, UN) by specifying the flank angle, root radius, and other critical geometric parameters.
- Pitch and Diameter: The program defines the thread pitch (distance between corresponding thread points) and nominal diameter (thread major diameter) to ensure proper thread engagement and strength.
- Depth of Thread: The program clearly specifies the desired thread depth (distance from the workpiece surface to the thread root) to achieve the necessary strength and avoid exceeding material limitations.
2. Toolpath Definition
- Entry and Exit Points: The program defines the precise entry and exit points of the cutting tool, ensuring smooth thread engagement and minimizing tool wear. Controlled entry and exit strategies prevent thread tearing and maintain accurate thread form.
- Feed Rates and Spindle Speeds: The program optimizes feed rates (tool advancement per revolution) and spindle speeds (tool rotation rate) based on the specific thread geometry, tool material, and workpiece material to achieve efficient chip evacuation, minimize cutting forces, and maximize tool life.
- Circular Interpolation and Linear Feed: For thread milling and certain tapping operations, the program utilizes circular interpolation for the X and Y axes (thread profile generation) and synchronized linear feed for the Z axis (thread depth advancement) to precisely replicate the desired thread form.
3. Tool Change Orchestration
- Multi-Pass Threading: In situations requiring multiple passes to achieve the final thread depth, the program seamlessly orchestrates tool changes between passes. This includes spindle stop commands, tool unclamping and clamping instructions, and precise positioning movements for the subsequent tool engagement.
- Tool Selection and Activation: The program specifies the appropriate tool for each pass based on the desired thread profile, depth, and material compatibility. Additionally, it activates the correct coolant and lubrication protocols for each tool to optimize performance and tool life.
4. Coolant and Lubrication Protocols
- Coolant Delivery Timing and Pressure: The program defines the timing and pressure of coolant delivery to ensure efficient chip evacuation during threading operations. Insufficient or improperly timed coolant can lead to overheating, tool wear, and compromised thread quality.
- Lubrication Strategies for Specific Materials: For certain materials like aluminum or titanium, the program may incorporate additional lubrication strategies beyond coolant to minimize friction and tool wear.
These key elements, meticulously defined within the CNC threading program, orchestrate a precise and efficient threading process, ensuring consistent quality and optimal tool performance.

Best Practices for CNC Threading: Optimizing Thread Quality and Efficiency
Achieving optimal results in CNC threading hinges on adhering to several critical best practices:
1. Precise Workpiece Preparation
- Accurate Pre-Drilled Holes: Ensure pre-drilled holes for tapping or pilot holes for milling are drilled with the correct diameter and alignment to avoid thread form errors and tool deflection.
- Blank Preparation for Die Head Threading: For die head threading, pre-formed cylindrical blanks must be within precise dimensional tolerances to ensure proper thread swaging and maintain thread profile consistency.
2. Rigid Tool Holding
- Tool Holders and Chucks: Utilize rigid tool holders and chucks specifically designed for CNC threading operations to minimize tool deflection and maintain thread accuracy. Deflection can lead to thread form deviations, tool breakage, and compromised workpiece integrity.
- Tool Tightening Torque: Ensure proper tool tightening torque is applied to the tool holders and chucks to prevent tool slippage during threading, which can damage both the tool and the workpiece.
3. Optimal Coolant and Lubrication Strategies
- Coolant Selection and Concentration: Choose the appropriate coolant type and concentration based on the workpiece material and cutting tool material to optimize chip evacuation and minimize heat generation. Improper coolant selection can lead to tool wear, thread quality issues, and potential safety hazards.
- Lubrication for Specific Needs: For challenging materials or high-speed threading operations, consider implementing additional lubrication strategies beyond coolant to further reduce friction and tool wear.
4. Toolpath Optimization
- Minimize Tool Engagement: Analyze and optimize toolpaths to minimize tool engagement during entry and exit points, reducing tool wear and preventing thread tearing. Smooth transitions between thread profile generation and tool retraction contribute to improved tool life and thread quality.
- Chip Evacuation Efficiency: Assess toolpath design for efficient chip evacuation throughout the threading process. Toolpaths that promote smooth chip flow and avoid chip accumulation minimize the risk of tool breakage and ensure optimal cutting performance.
5. Regular Tool Maintenance
- Inspection and Cleaning: Regularly inspect threading tools for wear, chipping, and debris buildup. Early detection of tool wear prevents thread quality issues and potential tool breakage. Implement proper cleaning procedures to remove chips and debris, ensuring optimal tool performance and extending tool life.
- Sharpening and Replacement: Schedule preventative sharpening or replace worn-out threading tools as needed to maintain thread accuracy and prevent tool failure. Dull or damaged tools can compromise thread quality, increase cutting forces, and generate excessive heat, ultimately leading to tool breakage and potential workpiece damage.
6. Process Monitoring and Control
- In-Process Thread Gauging: Utilize in-process thread gauging systems to monitor thread dimensions and profile during machining. This real-time feedback allows for immediate adjustments to toolpath parameters or feed rates to prevent thread form errors and ensure consistent quality throughout the production run.
- Machine Tool Maintenance: Regularly maintain the CNC machining center to ensure proper alignment, spindle speed accuracy, and tool changer functionality. Precision thread machining requires a well-maintained machine tool to achieve optimal results and avoid thread quality issues.
7. Continuous Improvement
- Data Analysis and Optimization: Analyze CNC threading process data to identify areas for improvement. This includes analyzing tool wear patterns, chip evacuation efficiency, and thread form consistency. By analyzing data and implementing process improvements, machinists can optimize threading parameters, extend tool life, and continuously improve thread quality and production efficiency.
- Staying Updated on Technology: The CNC threading landscape is constantly evolving. Staying updated on the latest advancements in tooling, programming techniques, and machine tool technology allows machinists to adopt new best practices and leverage the latest innovations to further enhance their CNC threading capabilities.
By adhering to these best practices, CNC machinists can elevate their threading operations to new heights, achieving consistent quality, exceptional thread accuracy, and optimal production efficiency. Remember, CNC threading is a complex process that demands meticulous attention to detail, rigorous quality control, and a commitment to continuous improvement. By mastering these best practices and staying informed about the latest advancements, machinists can ensure their CNC threading operations remain at the forefront of precision and productivity.
Conclusion
CNC threading has emerged as a transformative technology in modern manufacturing, enabling the creation of high-precision and reliable threaded components with unmatched efficiency and repeatability. By understanding the various threading methods, tool considerations, programming techniques, and best practices, CNC machinists can leverage this powerful technology to produce exceptional threaded components, propelling their manufacturing capabilities to new heights.








