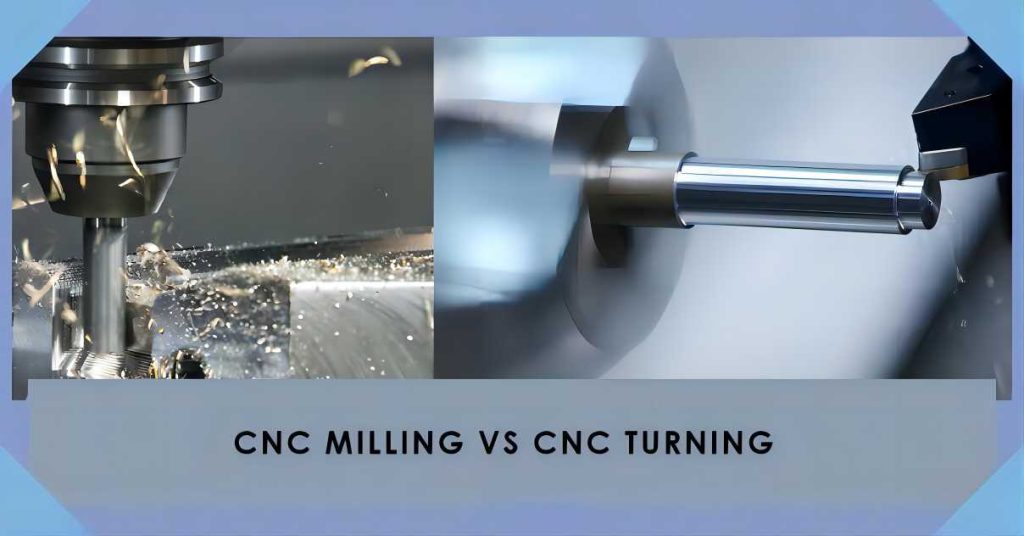
CNC Turning Parts vs. CNC Milling Parts: How to Make a Choice?
CNC turning parts and CNC milling parts represent the two most common types of precision metal and plastic components among all CNC machining parts. The two types of CNC parts use automated machine control and high-precision cutting tools. However, their operational methods and usage areas display great differences. Knowing the difference between CNC turning parts and CNC milling parts enables manufacturers to select their most efficient and cost-effective machining solution which meets their production needs.

Table of Contents
Understanding CNC Turning Parts
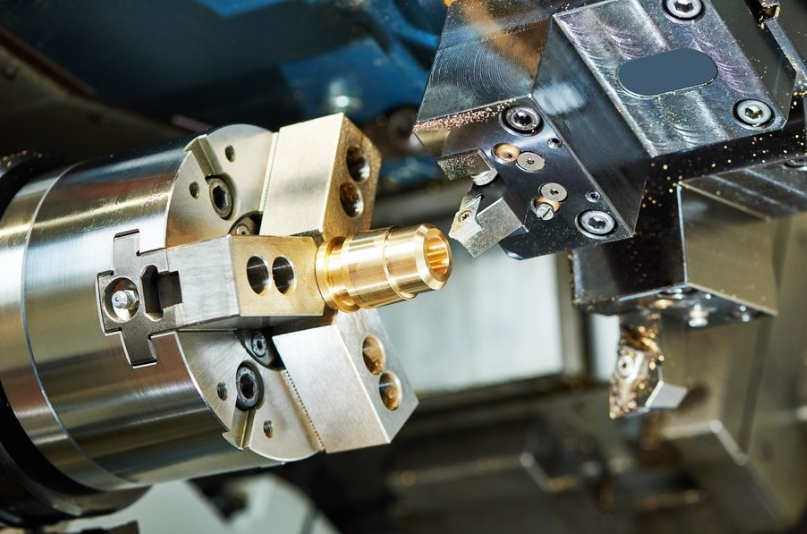
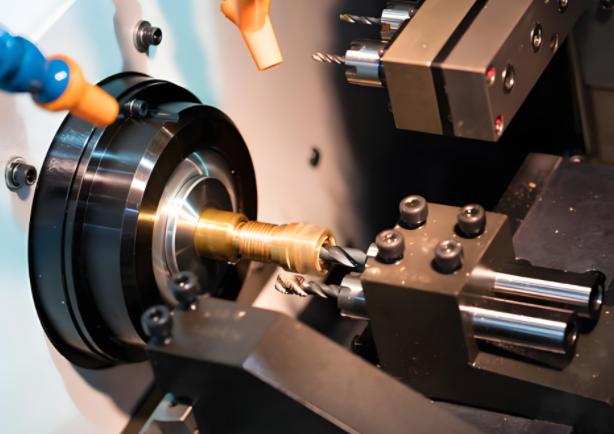
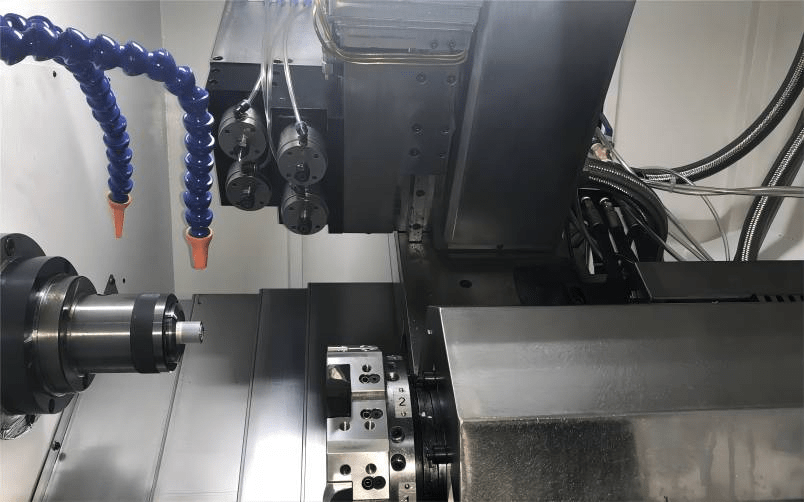
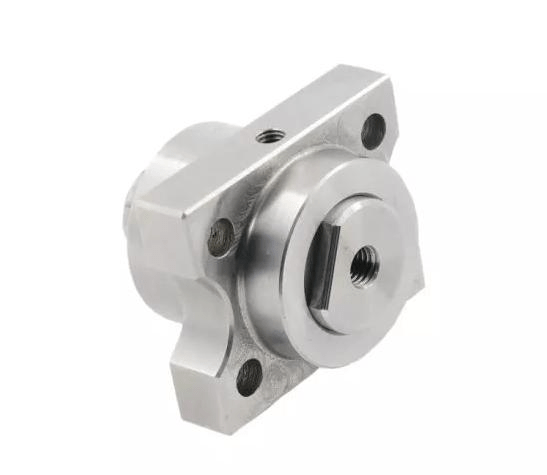
CNC turning parts are components manufactured using a CNC lathe or CNC turning center. The turning process requires workpieces to rotate at high speed while cutting tools remove material from their surfaces to achieve the required shape and dimensions. The process produces excellent results when used to create round or cylindrical components which require exact specifications and consistent performance. CNC turning allows operators to perform multiple machining operations which include facing, drilling, threading, boring, grooving, and taper turning within a single setup.
Shafts, pins, bushings, couplings, sleeves, threaded fittings, rollers, and valve components represent the common parts used in CNC turning operations.

How CNC Turning Works
The CNC turning process starts with a digital CAD design converted into CNC machining instructions by CAM software. The raw material in bar or rod form is clamped into a machine chuck and revolves slowly at exact-controlled rates. The cutting tool moves into the workpiece with programmed axes; it is removed by cutting material fines and shaping the workpiece per design specifications. Modern CNC turning centers may incorporate automatic tool change and live tooling to enable many machining options in one operation ring to be completed.
Advantages
- High Precision and Accuracy: CNC turning can offer superior precision in parts with high accuracy and tight tolerances. Computerized control over axes minimizes human errors and guarantees consistent part dimensions across large production batches.
- Excellent Surface Finish: Since the workpiece will keep a continuous rotation during the machining, CNC turning can easily get a smooth and even surface finish, thus eliminating secondary finishing in post production, significantly improving the product quality. Smooth surface finish is significant for sealing surfaces, bearing fits, and rotating mechanical parts.
- Highly Efficient Production: CNC turning is most efficient in producing cylindrical parts. Rapid removal of material and the shorter machining cycles required when the tool is in continuous cutting motion significantly reduce machining time for other methods. Automated operations keep the production constant at a high level, helping to improve manufacturing productivity, with minimal manual intervention.
- Cost-Effective in Large Volumes: For mass production of rotational parts, CNC turning is usually far more cost-efficient than other types of machining. Reduced setup times, reduced labor needs, and faster cycle times all add up to cutting the entire manufacturing cost.
- Outstanding Repeatability: Since the CNC program is established, the machine can repeatedly yield similar outputs throughout their life span with the same level of quality. This is an essential aspect when it comes to mass production and quality control.
- Wide Material Compatibility: CNC turning machines can work on different materials, such as aluminum, stainless steel, carbon steel, brass, titanium, plastics and engineering alloys. The versatility accommodates many industrial applications.
Limitations
- Limited Geometric Complexity: Perhaps the biggest limitation of CNC turning is that it is most suitable for cylindrical parts or parts with rotational symmetry. Parts with highly irregular geometry or very complex geometry may have to be machined using CNC milling or some other machining method.
- Limitation on Feature Complexity: While advanced turning centres can perform multiple operations, definitely, there would be a point when CNC turning will not be able to machine intricate detailed pockets, deep cavities, or complex three-dimensional contours.
- Tool Accessibility Problems: Certain internal geometries or narrow features can be difficult to access with turning tools. Complex internal shapes may require specialized tooling or secondary machining processes.
- Material Waste: Like most subtractive manufacturing methods, CNC turning removes material from a solid workpiece, which generates chips and material waste. For expensive materials such as titanium, waste management can become an important cost consideration.
- Initial Equipment Investment: Highly-performance CNC turning centers require large initial investment costs. Advanced multi-axis lathes with live tooling and automation systems can be expensive for small manufacturers.

Understanding CNC Milling Parts
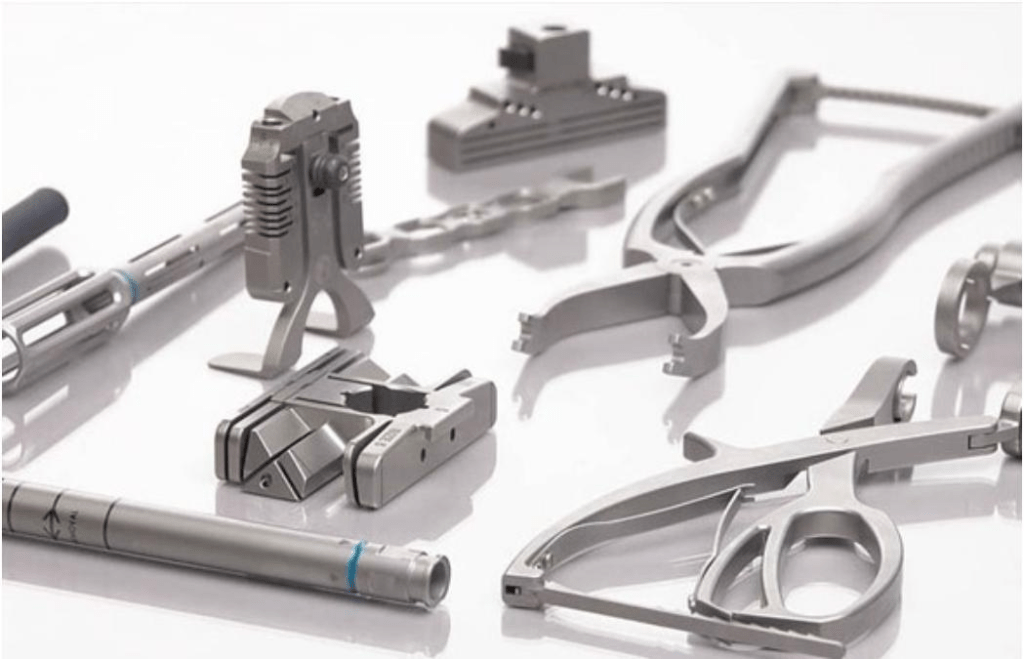
CNC milling parts are the components which are produced by CNC milling machines-the machines or machining centers. In the milling process, rotating cutting machines remove material from a stationary or moving workpiece by an appropriately shaped cutting tool to produce the desired material shape, dimensions, and surface features. The CNC milling machine uses rotating cutters moving along multiple axes; this machine is capable of producing flat or curved surfaces as well as cutting features such as slots, pockets, and holes. Common CNC milling parts include brackets, housings, engine components, molds, gears, machine frames, electronic enclosures, and the aviation-engineering components.

How CNC Milling Works
CNC milling process starts with a digital part design. This design is often produced a computer-aided design (CAD) program, which can then be translated into instructions for manufacturing. These instructions are produced by computer-aided manufacturing (CAM) software, which creates a finished toolpath for the CNC mill to follow.
During the process, the workpiece is attached to the device. Different cutting tools are chosen according to requirement. These include: face milling, slot milling, contour milling, drilling, tapping, and finishing. The tools move along pre-programmed cutting paths while cutting. The workpiece is securely set on the bed of the machine, and cutting tools move around in X, Y, and Z axes paths. More advanced CNC milling machines may also have a fourth-axis or even a fifth axis that enables them to more effectively machine parts.
Advantages
- Design Flexibility: One of CNC Milling’s greatest assets consists in the manufacturing of complex and convoluted geometries up to a highly intricate level, and thus permitting the creation of special types of molds that have very irregular shapes, angled surfaces, and curved profiles; deep cavities; and very detailed contours all with very high accuracy.
- High Precision and Tight Tolerances: All CNC milling machines’ high precision, with very special attention to tolerances, leads to near complainance with the dimensions. The state-of-the-art in compurer-controlled processing drastically reduces human errors and ensures therefore fine, repeatable quality in production runs.
- Capability for Multi-Axis Machining: One such support in most CNC milling centers is three-axis, four-axis, or five-axis machining. Multi-axis support enables complex components to be machined in multiple angles in a single setup, thus realizing minimized repositioning errors and increased efficiency. Five-axis machining can be particularly useful in the case of aerospace fan blades, medical implants, and precision molds.
- Wide Range of Materials: The CNC milling process provides primary and identical machining regardless of its use or components being manufactured. Die or mould manufacturing may use newer materials like titanium, stainless steel, nickel-based super-alloys, or composites, while electronic products, for instance, would involve plastics, other polymers, or soft metals, depending on manufacturing needs.
- Superior Surface Quality: CNC milling can be equipped with advanced tooling and optimized cutting parameters to obtain high-grade surface finishes that can be employed for functional/and aesthetic applications. After CNC milling, parts can be subjected to the additional finishing processes such as polishing or anodizing to further enhance aesthetics and performance.
- Efficient Prototyping and Custom Production: CNC milling are packed with high technology for elevated productivity and reliability and enable almost any type of material to be quickly and accurately shaped, providing exactly what was requested when it was developed.

Limitations
- Higher Machining Costs: CNC milling technology passes material waste on to the carved object and makes large chips of metal or plastic. In that regard, CNC milling technology is not versatile and is limited to subtractive manufacturing; hence the particles may accumulate and also result in higher costs particularly in the case of expensive materials, such as titanium, or specialty alloys, etc.
- Slower Production for Certain Parts: Compared to CNC turning, CNC milling may require longer machining cycles for some geometries due to complex toolpaths and multiple operations.
- Material Waste: CNC milling is a subtractive manufacturing process that removes material from a solid workpiece. This generates chips and material waste, which can increase costs when machining expensive materials such as titanium or specialty alloys.
- Tool Wear and Maintenance: Cutting tools for milling are subjected to heavy stress, heat, and friction while working. Any sort of wear in a tool may spoil the machined accuracy and surface quality if left unattended. Regular replacement of the tool and maintenance of the machine will keep the machine functioning at its best.
- Complex Programming Requirements: The production of any advanced CNC milling part requests the employment of sophisticated CAM programming and expert operators. Machining strategies involving complex operations in many axes ask for a person who understands them. The main purpose is to optimize tool paths and minimize any machining errors.
- Size Limitations: CNC milling machines can be segmented into different sizes, and big components might exceed the working envelope of certain machines. Large-scale parts might need special equipment or a different method of manufacture.

The Comparison of CNC Turning Parts and CNC Milling Parts
| Comparison Aspect | CNC Turning Parts | CNC Milling Parts |
| Main Machine Used | CNC lathe or CNC turning center | CNC milling machine or machining center |
| Typical Part Shape | Cylindrical, round, or rotationally symmetrical parts | Complex, irregular, flat, or multi-surface parts |
| Axis Movement | Usually 2-axis, with advanced multi-axis turning available | Commonly 3-axis, 4-axis or 5-axis machining |
| Machining Complexity | Best for simpler rotational geometries | Suitable for highly complex geometries and contours |
| Surface Finish | Excellent for cylindrical surfaces | Excellent for flat and contoured surfaces |
| Production Speed | Faster for round and symmetrical parts | Slower for highly detailed or multi-surface parts |
| Precision Level | High precision for rotational components | High precision for complex and detailed components |
| Tool Movement | Linear movement of cutting tool against rotating workpiece | Multi-directional movement of rotating cutting tools |
| Material Removal Method | Material removed from rotating outer or inner surfaces | Material removed from stationary or moving workpiece surfaces |
| Setup Complexity | Generally simpler setup | More complex setup and programming |
| Programming Difficulty | Relatively easier programming | More advanced CAM programming often required |
| Cost Efficiency | More cost-effective for high-volume cylindrical parts | More cost-effective for complex custom parts |
| Material Waste | Moderate material waste | Can generate higher material waste for complex parts |
| Tooling Requirements | Fewer cutting tools typically required | Multiple cutting tools often required |
| Automation Capability | Highly efficient for mass production | Highly flexible for custom and prototype production |
Key Factors to Consider for Choosing Between CNC Turning Parts and CNC Milling Parts
1. Part Geometry and Shape
Geometry of the part is in fact one of the most debasing requirements toward choosing a manufacturing process. For instance, cylindrical or rotationally symmetrical parts, shafts, bushings, sleeves, and threaded connectors are ideally suited for CNC turning. In contrast, for part following complex geometry, flat surfaces, profiles irregular to straight line, pockets, holes, and multi-sided features would best be served if held via CNC milling. It is from milled parts that most of brackets, ideal for brackets, housings, molds, and structural components.
2. Complexity of the Part
The severity of the component directly influences machining parameters and equipment. Parts with simple profiles and round geometry are ideally processed through a CNC turning machine. On the other hand, those that require slanted surfaces, structured cavities, or more complex three-dimensional profiles should be positioned for a CNC milling machine. Various controlled or even simultaneous rotary movements of the working tools in multi-axis milling machines provide unquestionable advantages to enhance workability on highly sophisticated parts.
3. Required Precision and Tolerances
It is not yet in any way to criticize any of the two options, but the constraints of machining parts require a look at CNC turning and CNC milling. It is quite convincing to see that CNC machining can also heat up exceedingly critical predefined precision, yet proper dimensional analysis of a particular part is essential during deciding to select this precision-to achieve the defined tolerance.
4. Production Volume
An additional important consideration is the production volume under consideration. Owing to the fast machining cycles and simplified setups, CNC turning of cylindrical parts is often considered more efficient and cost-effective for mass production. On the other hand, CNC milling is more appropriate for jobs like low-volume production, prototypes, and custom-made parts, where design flexibility takes precedence. Automated multi-axis milling systems might actually provide really good efficiency in mass manufacturing of complex parts.
5. Material Type
Sample materials may effect on machining performance and process bank for selection. Entities that can be processed by turning and milling are such as aluminum, stainless steel, brass, titanium, plastics, and engineering alloys. However, for an unusual set of cutting conditions, some materials may demonstrate some distinct behavior. For example, some materials such as hard metals or heat-resistant alloys need unusual cutting strategies, tool materials and machinability limits. So, in a functional manner, the method selected for machining should always favor efficient chip removal from the workpiece at all times, and support stable chipcutting for a given material.

6. Surface Finish Requirements
Surface quality requirements are decisive in the establishment of appropriate methods of machining. CNC turning will, usually, bring about excellent surface quality on cylindrical surfaces because of smooth rotational tearing away of material; therefore, it gives excellent service in shafts, sealing surfaces, and rotating mechanical parts. CNC milling with fine finishing operations and appropriate tooling may also impart to relatively high surface quality in parts, but complex curvatures might require some additional finishing process.
7. Machining Speed and Efficiency
Take not that machining speed is extremely significant in the general efficiency in production. As far as turning for the CNC trial is concerned, it usually offers higher machinability and better productivity for rotative parts. The process pares the material furled away without many interruptions, whereas CNC milling usually consists of material change, changing tools, reposition operations and more complicated tool paths, resulting in a higher machining time for complex components. It is important for manufacturers to compare cycle times and the production efficiency of both the methods before they can come to a decision.
8. Equipment and Tooling Costs
Cost-saving factors may be such as machine cost, tool cost, maintenance, and labor requirements. CNC turning machines can often be a solution for simpler cylindrical parts at a lesser investment yet employing fewer cutting tools. CNC milling machines, especially multi-axis machining centers, generally remain a little more expensive while offering a more full-featured tooling system. Their versatility aids in deleting subsequent setups and secondary operations. Evaluating the total manufacturing cost scenario is of the utmost importance in making economical production decisions.
9. Flexibility and Future Design Changes
Manufacturers must consider the ability to be amended in regard to future design considerations. CNC milling is allowed to shift and design-change, as complex attributes and forms can be easily changed within CAM programming. However, CNC turning is designed primarily for rotatory geometries, thus some design changes may not go with the same flexibility. Milling thus provides better long-term adaptability in an environment with rapid design evolution.
10. Multi-Operation Capabilities
Modern machining centers or production plants are rife with circumstances in which several manufacturing operations combine. Complex CNC turning centers may house live tooling and milling operations, enabling such operations as drilling, tapping, and light milling all within the same setup. Similarly, multi-axis CNC milling machines have the ability to perform very complicated machining designs at one time, with the aim of reducing repositioning requirements. Manufacturers must then determine whether integrated machining can result in economies of operations and hence reduce total production time.
11. Industry and Application Requirements
The types and characteristics of mechanical parts could require varied machining procedures depending upon the industry.
Automotive, hydraulic, and oil and gas industries frequently use CNC turning for rotational components such as shafts and fittings. Aerospace, medical, electronics, and mold manufacturing industries rely heavily on CNC milling for producing complex, high-precision customized CNC parts. Ultimately, one needs to look at application-specific requirements before making the final machining process decision.
Summary
CNC turning is highly efficient for cylindrical and symmetrical parts, offering fast production and excellent surface quality.
CNC milling provides greater flexibility for producing parts with intricate geometries and precision-detailed features.
Final Thoughts
CNC turning and CNC milling are machineries that are indispensable and have key roles to play in the precision manufacturing industry. Hence, knowledge of a difference between CNC turning parts and CNC milling parts is vital so that manufacturers are in a position to decide on the best machining method for their applications, thereby enhancing product quality, leading to better production efficiency, and consequently improving all manufacturing performance.
