How to Achieve Tight Tolerances in CNC Machining Parts?
n manufacturing industry, achieving tight tolerances is critical for ensuring the performance, reliability, and interchangeability of precision components. Aerospace, automobile, medical devices, and electronics industries rely on the CNC machining parts, ensuring strict dimensional standards. Naturally, tight tolerances help CNC machining parts to fit into place, significantly lessening the probability of a mechanical failure and enabling a uniform quality of the product. Zoning in requires precision tight tolerances in CNC parts, requiring control of the processes, equipment, materials, and environment.
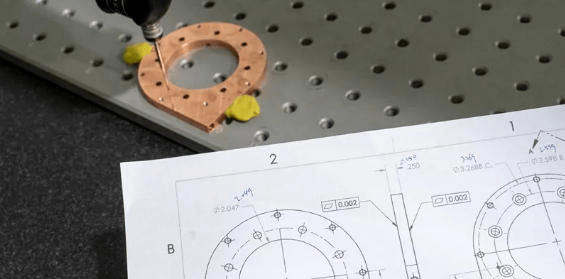
Table of Contents
Understanding Tight Tolerances in CNC Machining
Tight tolerances denote the very deeply drawn edges of the rules governing the allowed variation in dimensions of a manufactured member. Those tolerances in CNC machining are usually measured in microns or thousandths of an inch. To achieve the intended level of precision, one needs to possess a highly intricate CNC machine due to advanced high-quality tooling and a firm grip of operating processes.
Ordinarily, tolerances in CNC machining parts are supposed to span from ±0.005 inch for conventional forming operations to a very much tighter ±0.0005 inch or tighter for highly exacting applications. The tighter the tolerance requirement, the more complex the machining process becomes: even the slightest variations in temperature, tool wear, or machine calibration can unduly change the part’s final dimensions.
Factors that Influence Tight Tolerances in CNC Machining Parts
| Factor | Description | Impact on Tight Tolerances |
| Machine Precision and Rigidity | The structural stability, positioning accuracy, and rigidity of CNC machines determine how precisely cutting tools move along programmed paths. High-end machines often include thermal compensation and high-resolution feedback systems. | Poor machine rigidity or positioning errors can lead to dimensional deviations, vibration, and inconsistent part accuracy. |
| Cutting Tool Quality and Wear | The material, coating, geometry, and condition of cutting tools affect how cleanly and accurately material is removed during machining. | Worn or low-quality tools can cause dimensional drift, poor surface finish, and inconsistent tolerances over time. |
| Material Properties | Different materials have varying hardness, elasticity, and thermal expansion characteristics that influence machinability and dimensional stability. | Difficult-to-machine materials can increase cutting forces and tool deflection, making tight tolerances harder to maintain. |
| Machining Parameters | Parameters such as cutting speed, feed rate, and depth of cut determine cutting forces, heat generation, and chip formation during machining. | Improper parameters can cause tool deflection, excessive heat, or vibration, all of which reduce dimensional accuracy. |
| Workpiece Fixturing and Clamping | Fixtures and clamping systems secure the workpiece during machining and prevent movement or deformation. | Inadequate fixturing can allow part shifting or distortion, resulting in inaccurate dimensions. |
| Thermal Effects | Heat generated during machining can cause expansion in both the machine components and the workpiece material. | Thermal expansion can lead to micrometer-level dimensional changes that affect tolerance accuracy. |
| Environmental Conditions | Temperature fluctuations, humidity, and vibration in the machining environment can influence machining precision. | Uncontrolled environments may cause machine drift and dimensional variation in precision components. |
| Programming and Toolpath Strategy | CNC programming determines tool movement, machining sequence, and tool engagement with the workpiece. | Poorly optimized toolpaths can increase cutting forces and vibration, leading to reduced accuracy. |
| Measurement and Inspection Systems | Precision measurement tools and in-process probing systems verify part dimensions. | Accurate inspection ensures deviations are detected early and corrections can be applied to maintain tolerances. |
| Operator Skill and Process Control | Skilled operators monitor machining conditions, adjust parameters, and ensure equipment is properly maintained. | Inadequate process control or operator oversight can allow small errors to accumulate and exceed tolerance limits. |
Key Strategies for Achieving Tight Tolerances in CNC Machining Parts
Maintain tight tolerances in CNC machining parts is not just about using machines with advanced capabilities; rather, it involves a mix of state-of-the-art machining techniques, required tooling, process control and accurate measurement systems.
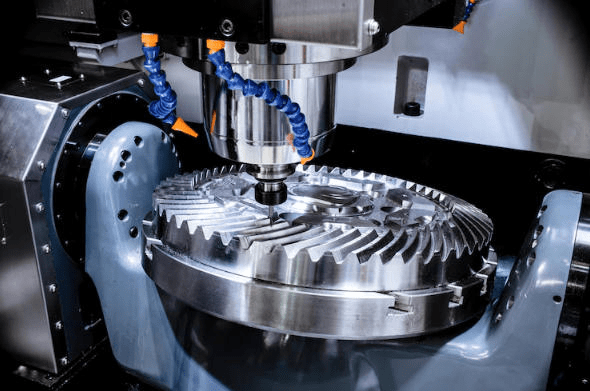
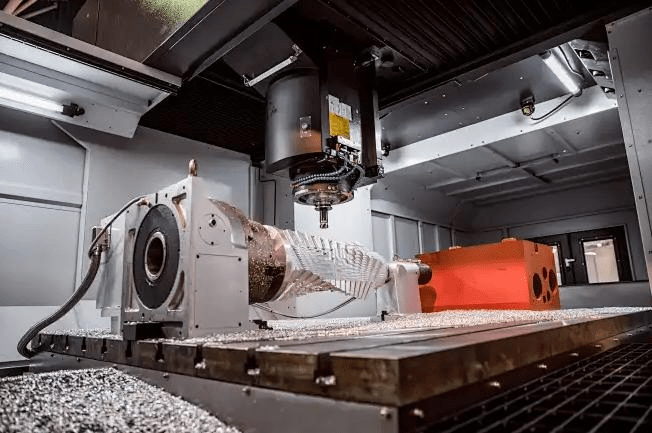
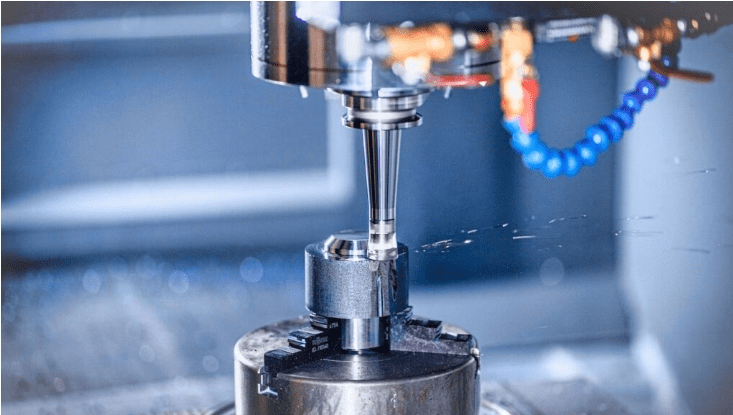
1. High-precision CNC Machines
One of the most core techniques for obtaining tight tolerance is the deployment of high-precision CNC machinery with a proven record of sturdiness. To this end, the new generation of CNC machining centers is designed upon strong machine frames support, with strong and super-accurate spindles and high-speed CNC systems that guarantee an exact positioning of cutting tools.
A high resolution encoder is often incorporated, and the thermal compensation system’s automatic calibration features. With such technology, one can reduce their positioning mistakes and stay accurate over prolonged machining times. Regular maintenance of the machines and their calibration ensure that the machine operates inaccurately within precise tolerance limits.
2. Optimizing the Cutting Parameters
Selecting and optimizing cutting parameters within a range favoring dimensional accuracy is crucial. In detail, cutting speed, feed rate, and depth of cut determine the cutting forces that will resist tool deflection and heat generation during machining.
When making highly precise components, high cutting forces can precipitate excessive wear and workpiece deformation giving rise to greater dimensional variations. Demand accepted parameter ranges with respect to cutting properties to maintain an adequate amount of stability during the process and further stabilize the issue of chatter vibrations. Before the start of production, the use of simulation software and process rationale will enable the most efficient cutting conditions to be ascertained.
3. Selecting High-quality Cutting Tools
The selection of cutting tools is vital when it pertains to strictitude tolerances. Tools made of the latest materials, including carbide or hybrid materials, offer better resistance to wear, so they will give much longer life.
With high-accuracy machining, the tools really ought to be made in such a way which will, as much as is possible, also cut down the forces experienced while cutting further, and very much so among finish tools, one that makes as smooth a surface as possible. By monitoring tool wears and changing the worn-out tools within the proper time, one could reduce the dimensional drift and heightening the likelihood of consistent machining accuracy.
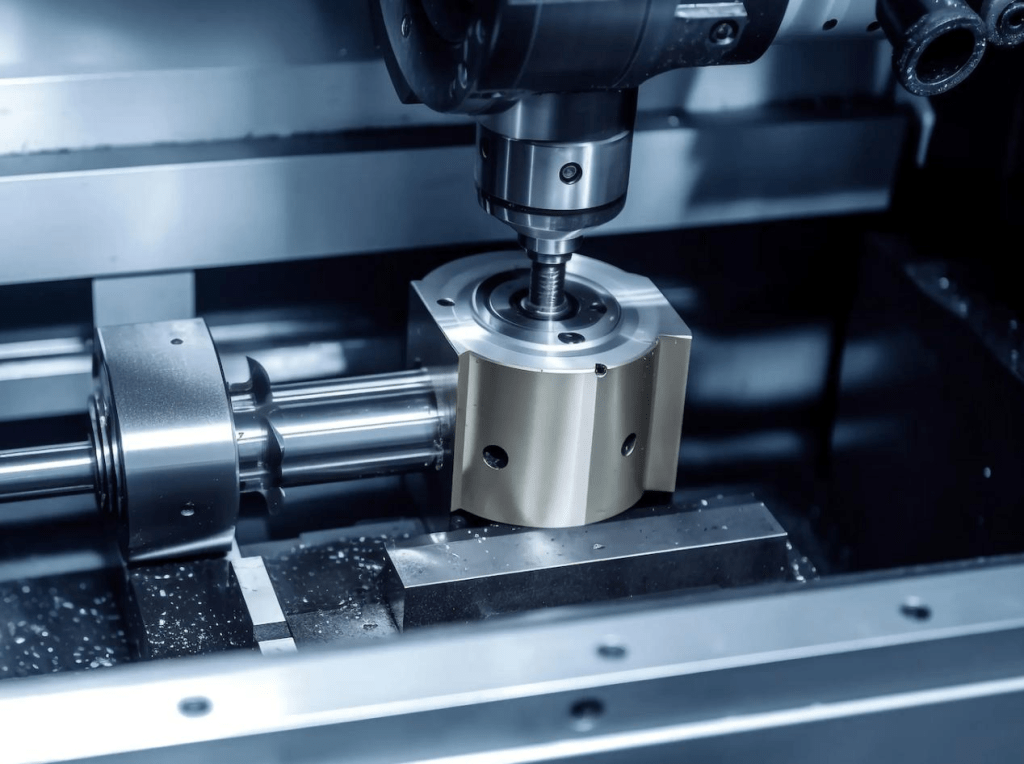
4. Implementing Rigid Workpiece Fixturing
There is always a fight set up in rigid workpieces so as to keep their work from shifting or being deformed during machining. If, after seconds on end, the piece shifts one part of the cut, it may cause dimensional errors beyond the tolerance limit. For leveraging in force and distortion reduction both, precision jigs and clamping systems design a custom fitting to hold the workpiece securely. In nearly all cases, heavy or high-precision parts require such tooling. Effective tooling keep a workpiece positioned accurately relative to the tool cutting it.

5. Managing Thermal Effects During Machining
An increase in temperature during a cutting process makes the elaboration and also might affect the dimensional accuracy of the workpiece under close tolerances.
Effective thermal management includes coolant spraying, control of cutting speeds, and maintaining constant environmental temperatures in the machining facility. Leading-edge CNC machinery may even feature thermal compensation systems that automatically compensate for positional errors that arise as a result of temperature-associated thermal expansion.
6. Applying Multi-step Machining Strategies
Another important technique for achieving tight tolerances is dividing the machining process into multiple stages. Rough machining removes most of the material quickly, while semi-finishing and finishing operations refine the dimensions to meet tolerance requirements.
By leaving a small amount of material for the final finishing pass, manufacturers can achieve greater dimensional accuracy and improved surface quality. Finishing operations often use lighter cutting parameters and specialized tools to minimize tool deflection and vibration.
7. Using Advanced Measurement and Inspection Systems
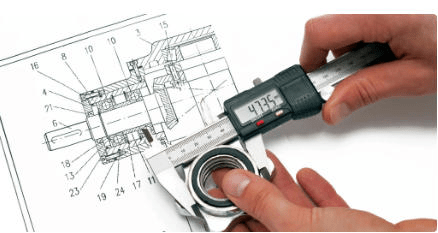
Precise measurement and inspection are critical components of tight tolerance CNC machining. Manufacturers use advanced metrology tools to verify that CNC machined parts meet the required specifications.
| Measurement / Inspection Method | Description | Role in Achieving Tight Tolerances |
| Coordinate Measuring Machine (CMM) | A precision inspection device that uses a probe to measure the geometry of a part and compare it with the CAD design. | Provides highly accurate dimensional verification for complex geometries and critical tolerance features. |
| Optical Measurement Systems | Non-contact inspection systems that use cameras, lasers, or optical sensors to measure part dimensions and surface features. | Ideal for delicate or small parts where physical probing may cause deformation or measurement errors. |
| Laser Scanning Technology | Uses laser beams to capture thousands of measurement points on a component’s surface to generate a 3D digital model. | Enables rapid and detailed dimensional analysis of complex CNC machined parts. |
| In-Process Probing Systems | Probes integrated directly into CNC machines that measure part features during the machining process. | Allows real-time adjustments to machining parameters, helping maintain consistent tolerances. |
| Digital Calipers and Micrometers | Precision handheld measurement tools used to measure external, internal, and depth dimensions of machined components. | Useful for quick verification of critical dimensions during production or setup. |
| Surface Roughness Testers | Instruments used to measure the surface finish of machined components by analyzing microscopic surface variations. | Ensures surface quality meets required specifications that may affect part performance and tolerance fit. |
| Gauge Blocks and Precision Gauges | Standardized reference tools used to verify dimensional accuracy and calibrate measuring instruments. | Helps maintain measurement accuracy and ensures consistency across inspection processes. |
| Statistical Process Control (SPC) | A quality control method that uses statistical data to monitor manufacturing processes and detect variations. | Identifies trends and deviations early, helping manufacturers maintain tight tolerance control across production runs. |
8. Enhancing CNC Programming and Toolpath Control
Accurate CNC programming and optimized CNC toolpaths contribute significantly to tolerance control. Modern CAM software allows engineers to simulate machining operations and refine toolpaths before production begins.
Advanced programming strategies reduce sudden tool movements, maintain consistent cutting engagement, and minimize vibration. Smooth toolpaths and controlled acceleration improve machining stability and reduce dimensional variation.
Design Considerations for CNC Machining Parts with Tight Tolerance
Designing CNC machining parts with tight tolerances requires careful planning and collaboration between design engineers and manufacturing specialists. Therefore, tight tolerances may be necessary for fit, performance, and reliability, but if established disregardfully from the manufacturing point of view, they are going to be expensive and would make fabrication more complex. Thus, effective design strategies are necessary to coordinate between accuracy requirements and efficient machining that results in a part to be totally accurate yet not too expensive.
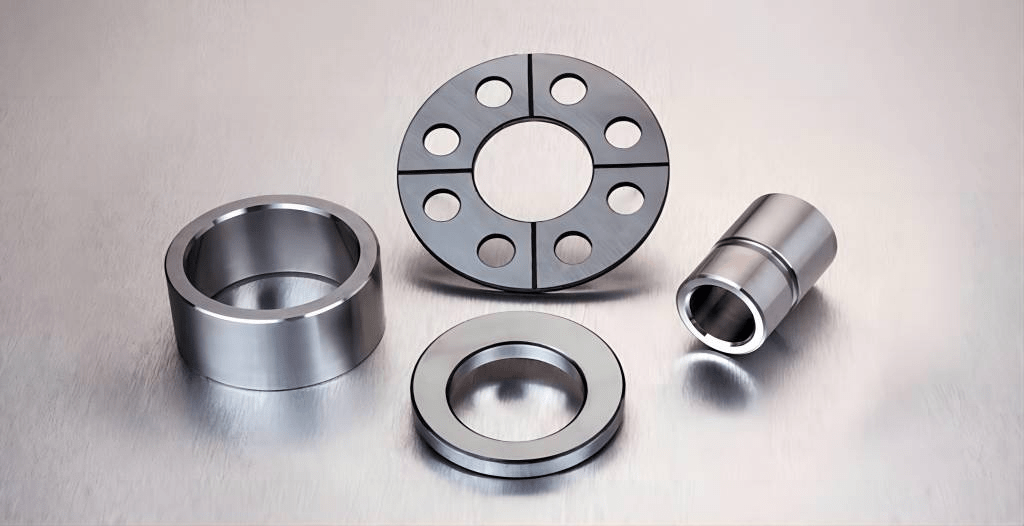
1. Simplifying Part Geometry
Complicated geometries turn the whole question of maintaining tight tolerances of machined parts more witly – shapes with deep cavities, thin walls, sharp internal corners, and complex contours produce yams that need advance tools or cutters for many more operations.
Design for simpler part geometry enhances machining stability and precision. Simplifying the internal corners with a common radius instead of sharp right angles, remain shallow to avoid the depth of unnecessary pockets, and reduce complicated geometric patterns, keeping the mechanical accuracy and control going while easing machining issues.
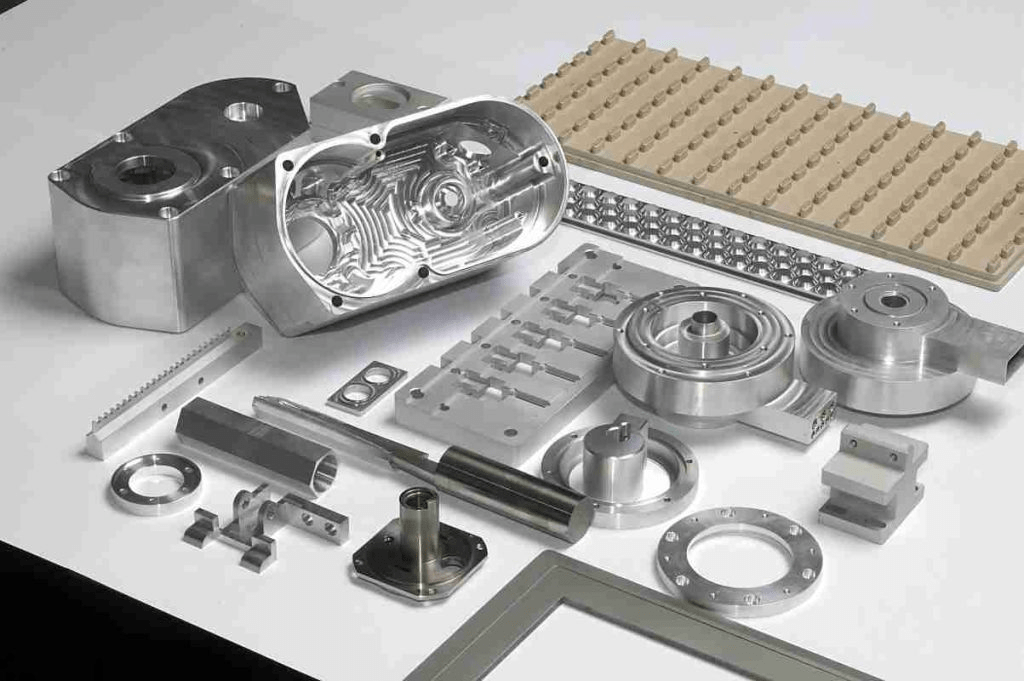
2. Selecting Appropriate Materials
Among the things that matter the most for achieving tight tolerances in CNC machining is material selection. Idealization and analysis are different for each material, each shall provide much variation in process, especially with respect to hardness, thermal expansion, and machinability.
Materials that heat badly or require excessive force setup force distorts their dimensions as well as excessive tool wear. It would seem in these cases that materials then relate to good machinability and stable thermal characteristics should definitely be considered. Among other functions, right materials assist with proper control of machined surface consistency.
3. Designing for Proper Fixturing and Clamping
There is a major consideration of the correctness of the workpiece positioning aspect when it comes to better machining stability. The event of possible slipping (or probably distortion due to insufficient clamping from the onset), while machining anything, could introduce inconsistencies.
It is therefore important that the designers create geometries that will permit convenient and effective workpiece-fixturing. When properly consideration is shown for the fixturing process during early design stages, machining parts will remain secure for the mechanism.
4. Wall Thickness and Structural Stability
Thin walls and unsupported features are prone to vibration and deformation during machining. This can make it difficult to maintain precise dimensions and consistent surface finishes.
Designer’s concern here is a really good wall thickness and structural support, the wall thickness being a good-enough parameter and being the only hand to lean against. Equal distribution of material content significantly helps increase the rigidity and stability in machining machining conditions.
5. Considering Secondary Operations
In a few cases, achieving extremely tight tolerances may require secondary finishing processes—and rounding, honing, or lapping—being performed. Designers should plan for these extra processes during the design stage so there is necessary material for the finishing touch-ups.
Planning for secondary machining operations can help manufacturers maintain the needed precision with fewer steps in their workflows.
6. Collaborating with Manufacturing Engineers
It becomes very important for the designers to work closely with the CNC manufacturing group so as to facilitate the production of parts with tight tolerances. Manufacturing engineers offered some good feedback on machining, fixture and tool constraints, cost-effective tolerance strategies, and so on.
During design early communication, potential production challenges can be identified before production actually begins. This way, through such collaborative courtesy, the final design could meet its function specification and machining features.
Summary
Achieving tight tolerances in CNC machining parts requires a comprehensive approach, including high-end equipment, optimized machining processes, proper tooling, and precise measurement methods. Therefore, machinability of the part would be to be looked at in combination with machine stability, material characteristics, cutting parameters, and cleanliness control in providing high-precision CNC parts.
Emphasizing design aspects with technical collaboration between design and manufacturing teams can create accurate CNC components with tight tolerances consistently, reliably and cost-effectively in highly demanding precision manufacturing environments.







