CNC Tapping: A Comprehensive Guide
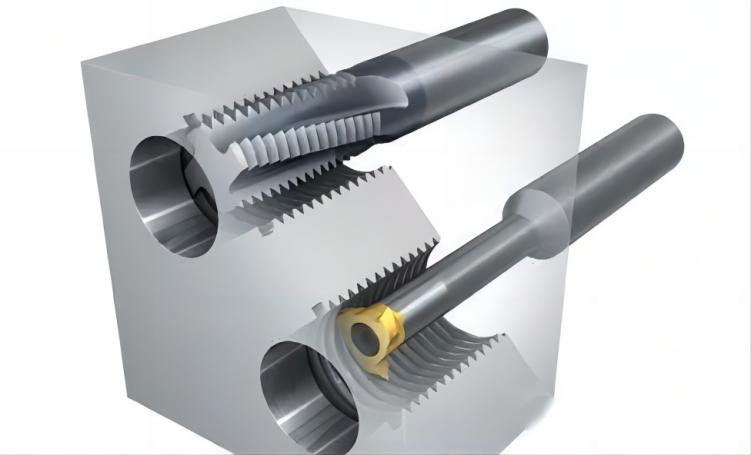
CNC tapping is a computer numerically controlled (CNC) machining process that creates internal threads within a workpiece. These threads allow for the secure fastening of screws, bolts, and other threaded inserts. This article provides a comprehensive overview of CNC tapping, covering its applications, benefits, various types, tooling, programming considerations, and safety protocols.

Benefits of Using CNC Tapping
1. Enhanced Consistency and Precision
- Eliminates Human Error: Manual tapping inherently involves variations in factors like hand pressure, tap alignment, and speed. CNC tapping removes this human element, ensuring consistent application of force, precise alignment, and exact adherence to programmed tapping parameters. This leads to highly consistent thread dimensions and hole geometries across all workpieces in a batch, regardless of operator skill level or fatigue.
- Repeatable Results: CNC programs guarantee identical tapping parameters for every single workpiece, leading to completely repeatable thread quality and hole characteristics. This consistency is crucial for applications requiring precise and uniform assembly and performance, such as in the automotive and aerospace industries.
2. Increased Production Efficiency
- Automation: CNC programs automate the entire tapping process, eliminating the need for manual operation and setup for each workpiece. This significantly reduces cycle times compared to manual tapping, where each hole needs individual attention. This translates to increased production output, allowing manufacturers to produce more parts in a shorter time frame.
- Faster Cycle Times: CNC tapping utilizes optimized feed rates and spindle speeds based on the specific material and thread size. This optimization leads to faster tapping cycles compared to manual processes where operators may adjust parameters based on experience or intuition, not necessarily best practices.
3. Reduced Risk of Errors
- Minimized Human Factor: By eliminating the need for manual operation, CNC tapping removes the possibility of errors introduced by human factors such as fatigue, inattention, or lack of experience. This minimizes the risk of tap breakage, thread defects, and inconsistent hole quality, ultimately leading to a higher yield of defect-free parts.
- Improved Process Control: CNC tapping allows for precise control over critical parameters like feed rate, spindle speed, and peck tapping depth (if used). This level of control minimizes the potential for errors associated with incorrect parameter selection or inconsistent application, leading to a more reliable and predictable tapping process.
Types of CNC Tapping
CNC tapping can be categorized into two main types based on the nature of the hole being threaded: through-hole and blind-hole tapping. Each method requires different considerations and techniques to achieve optimal results.
| Type of Tapping | Description | Advantages | Disadvantages | Challenges |
| Through-hole tapping | Creates threads that extend through the entire thickness of the workpiece. | Simple and straightforward process. – Most common type of CNC tapping. Enables the use of screws or bolts that pass completely through the workpiece. | Not applicable for situations requiring a threaded hole that doesn’t go all the way through. | No specific challenges associated with this method. |
| Blind-hole tapping | Creates threads in a hole that does not extend through the entire workpiece. | Allows for threaded connections in components with limited space.Useful for applications where a through-hole is not feasible. | More complex process compared to through-hole tapping due to chip evacuation limitations. Requires additional techniques like bottom tapping or peck tapping to manage chips. | Increased risk of chip buildup and tap breakage due to limited space for chip evacuation. |

CNC Tapping Tools
Effective CNC tapping requires the proper selection and utilization of various tools, each playing a crucial role in achieving precise and efficient thread creation. Here’s a breakdown of the essential CNC tapping tools:
1. Taps
These specialized cutting tools are responsible for creating the threads within the workpiece. They come in diverse types, each suited for specific applications and material properties:
- Spiral point taps: These taps feature helical flutes that spiral upwards along the shank. These flutes act as channels for chip evacuation, making them ideal for through-hole tapping and certain blind-hole applications where chip clearance is less restricted.
- Bottoming taps: Designed for blind-hole tapping, these taps lack flutes on the bottom portion of the cutting edge. This allows them to create full threads that extend to the very bottom of the blind hole, ensuring a complete and functional thread form.
- Forming taps: Unlike traditional taps that remove material to create threads, forming taps utilize a rolling action to plastically deform the material into the desired thread shape. This method is typically used for soft and ductile materials like aluminum, where chip formation is undesirable.
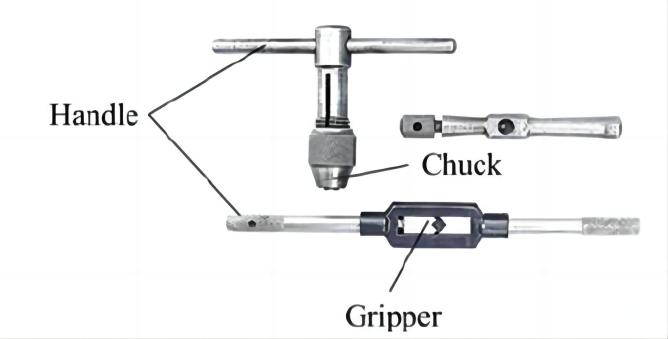
2. Tapping Attachments
These accessories serve as the bridge between the tap and the CNC machine, providing additional functionalities to ensure optimal tapping performance:
- Tap collets and holders: These secure the tap shank within the CNC machine’s spindle, providing a firm grip and transmitting the rotational force required for tapping.
- Tension/compression tapping heads: These attachments incorporate mechanisms that absorb tapping forces and maintain consistent tap alignment throughout the process. This helps to minimize tap deflection and breakage, especially when working with harder materials or deeper holes.
- Synchronous and non-synchronous tapping attachments: These attachments manage the rotational speed of the tap relative to the main spindle of the CNC machine. Synchronous attachments synchronize the tap speed with the main spindle, while non-synchronous attachments allow for independent control, providing flexibility for specific tapping applications.
3. Cutting Fluids and Lubricants
Applying cutting fluids or lubricants during the tapping process offers several benefits:
- Reduced friction and cutting forces: These fluids act as a lubricant, minimizing friction between the tap and the workpiece material. This reduction in friction lowers the cutting forces required, leading to less wear and tear on the tap and extending its lifespan.
- Improved chip evacuation: The lubricating properties of these fluids also aid in chip evacuation, preventing chip buildup that can hinder the tapping process and potentially damage the tap or the threads.
- Enhanced overall efficiency: By minimizing friction and promoting chip removal, cutting fluids contributes to a smoother and more efficient tapping operation.
Choosing the appropriate tapping tools and accessories requires careful consideration of various factors, including the type of tapping being performed (through-hole or blind-hole), the material properties of the workpiece, and the desired thread specifications. By understanding the functions and applications of each tool, machinists can make informed decisions to ensure successful and efficient CNC tapping operations.
Programming for CNC Tapping
CNC tapping relies on specific programming instructions delivered through G-code, the language controlling CNC machines. This section delves into the essential G-code commands and toolpath considerations for effective CNC tapping.
1. Defining Tapping Parameters with G-Code
G-code is the programming language that instructs CNC machines to perform specific tasks. For CNC tapping, specific G-code commands are used to define critical parameters that govern the tapping process:
Feed rate: This parameter determines the speed at which the tap advances into the workpiece, typically measured in millimeters per minute (mm/min) or inches per minute (ipm). Selecting the appropriate feed rate is crucial for achieving optimal thread quality and avoiding tap breakage. Factors like tap diameter, material hardness, and desired thread quality all influence the ideal feed rate selection.
Spindle speed: This parameter defines the rotational speed of the tap, typically measured in revolutions per minute (rpm). Choosing the correct spindle speed depends on the tap diameter, the material being tapped, and the desired thread quality. A higher spindle speed is generally suitable for smaller taps, softer materials, and coarser threads, while lower speeds are preferred for larger taps, harder materials, and finer threads.
Peck tapping programming: When using the peck tapping technique for blind-hole tapping, additional G-code commands are necessary to specify:
- Peck depth: This defines the distance the tap advances into the hole during each “peck” cycle.
- Dwell time: This refers to the amount of time the tap remains at the bottom of the hole after each peck cycle, allowing chips to clear and preventing tap breakage.
- Retraction distance: This defines the distance the tap retracts after each peck cycle before continuing the tapping process.
2. Generating the Tapping Toolpath
The CNC program also generates the toolpath, which defines the precise path the center of the tap follows as it creates the threads. This path typically comprises the following elements:
Approach and retract paths: These define the path the tap takes as it moves towards the tapping position and then retracts after completing the operation. These paths are planned to ensure smooth movement and avoid collisions with the workpiece or other machine components.
Clearance path: This path defines the path the tap takes while not engaged in cutting. This ensures the tap safely clears the workpiece surface as it moves between the approach/retract positions and the actual tapping location.
Dwell time: As mentioned earlier, dwell time refers to the programmed pause at the bottom of the hole, especially in blind-hole tapping. This allows for chip evacuation and proper thread formation before the tap retracts or continues tapping.
By carefully defining these tapping parameters and generating an accurate toolpath through G-code programming, machinists can ensure precise, efficient, and reliable CNC tapping operations.
Safety Considerations in CNC Tapping
Effective CNC tapping practices prioritize not only production efficiency but also the safety of the operator and the surrounding environment. Following these essential precautions ensures a safe and successful tapping operation:
- Proper use of personal protective equipment (PPE): Always wear safety glasses, hearing protection, and any other necessary PPE as dictated by your workplace safety guidelines.
- Securely clamping the workpiece: The workpiece must be securely clamped in the CNC machine’s fixture to prevent movement and potential injury during the tapping process.
- Monitoring the tapping process: Continuously monitor the tapping operation for potential issues like chip buildup, excessive noise, or vibrations. If any anomalies are observed, the process should be stopped immediately to identify and address the problem.
- Safe tool change procedures: Follow proper procedures for changing tapping tools, ensuring the spindle is stopped and the machine is in a safe state before handling any cutting tools.
By adhering to these essential safety guidelines, operators can significantly reduce the risk of accidents and injuries while operating CNC machines for tapping operations. Remember, safety should always be the top priority in any manufacturing environment.
Conclusion
CNC tapping is a versatile and efficient method for creating internal threads in various manufacturing applications. By understanding the different types of tapping, the appropriate tooling and programming techniques, and the essential safety protocols, manufacturers can ensure high-quality, consistent, and safe threaded components. As CNC technology continues to evolve, advancements in tapping attachments, programming capabilities, and cutting tool materials can further enhance the efficiency and accuracy of this crucial machining process.








