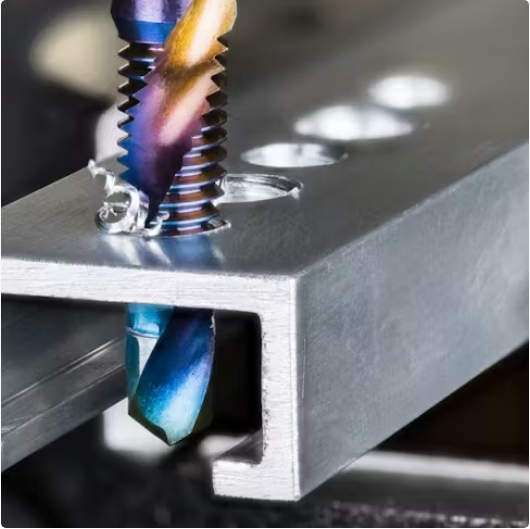
CNC Tapping: Challenges and Solutions for Specific Material Processing
CNC tapping process requires precision and careful consideration of the material being machined. Each material poses unique challenges that must be addressed to achieve optimal results. This article explores the material-specific challenges in CNC tapping and offers insights into effective solutions for these issues.

Understanding the Basics of CNC Tapping
CNC tapping is a critical CNC machining process used to create threaded holes in various materials.
Here is a chart that encapsulates the main aspects of CNC tapping.
| Aspect | Details |
| What is CNC Tapping? | Use a rotary cutting tool (tap) to create internal threads within a pre-drilled hole for fasteners and other components. |
| Machines Used | CNC Milling Machines: Offer flexibility for tapping at various angles. CNC Lathes: Suitable for tapping holes along the axis of rotation. CNC Tapping Centers: Specialized machines for high-volume tapping. |
| Types of Taps | Hand Tap: General-purpose for manual or machine use. Spiral Point Tap: Efficient for through-holes, pushing chips forward. Spiral Flute Tap: Ideal for blind holes, pulling chips back to prevent clogging. Form Tap: Creates threads by displacing material, generating no chips. |
| Materials | High-Speed Steel (HSS): Cost-effective for softer materials. Cobalt: Offers better wear resistance than HSS for tougher materials. Carbide: Extremely hard and wear-resistant, ideal for high-production and demanding applications. Coatings: Enhance tap performance with improved lubrication and wear resistance. |
| Thread Types | Metric: Standardized metric thread sizes (e.g., M5, M10). Unified National (UNC/UNF): Common inch-based thread systems (e.g., 1/4-20 UNC, 3/8-16 UNF). Pipe Threads (NPT/NPTF): Used for sealing tapered pipe connections. |
| Process Parameters | Speed (RPM): Rotational speed of the spindle (typically slower than drilling) for optimal thread quality and tap life. Feed Rate: The rate (in mm/min or in/min) at which the tap advances into the hole, often synchronized with the spindle speed. Depth Control: Ensures the tap reaches the programmed depth without damaging the workpiece by bottoming out. |
| Programming | Uses G-code programming with specific commands (e.g., G84 in Fanuc controllers) for tapping cycles. |
| Cycle Types | Rigid Tapping: Spindle rotation and feed rate are synchronized for tapping with a rigid tap holder. Floating Tapping: A floating tap holder allows for slight misalignment adjustments during tapping. |
| Safety Considerations | Machine Guarding: Utilize safety shields to protect operators from rotating tools and flying chips. Personal Protective Equipment (PPE): Wear safety glasses, gloves, and appropriate clothing to minimize injury risks. |

Material-specific Challenges and Solutions in CNC Tapping
1. Steel
Challenges
- Hardness and Toughness: Steel, especially high-carbon and alloy steels, is known for its hardness and toughness, which can cause significant wear on taps.
- Heat Generation: The tapping process generates considerable heat, which can lead to tap breakage and reduced tool life.
- Chip Formation: Steel tends to produce long, stringy chips that can cause clogging and affect the surface finish.
Solutions
- High-Speed Steel (HSS) Taps: Using HSS taps with coatings like titanium nitride (TiN) enhances wear resistance and tool life.
- Coolant and Lubrication: Proper application of coolant and lubrication reduces heat generation and assists in efficient chip removal.
- Chip Breakers: Taps with chip-breaking features prevent clogging and improve the surface finish of the threads.
2. Aluminum
Challenges
- Softness and Adhesion: Aluminum’s softness can lead to material adhering to the cutting edges of taps, causing built-up edge (BUE) and poor thread quality.
- Chip Formation: Aluminum produces long, continuous chips that can clog the tap and disrupt the machining process.
Solutions
- Spiral Flute Taps: These taps facilitate efficient chip removal and prevent clogging.
- Lubrication: High-quality cutting fluids designed for aluminum minimize adhesion and improve surface finish.
- Sharp Tools: Ensuring taps are sharp and free from wear reduces the likelihood of BUE and enhances thread quality.
3. Stainless Steel
Challenges
- Work Hardening: Stainless steel tends to work harden during machining, making subsequent cuts more difficult.
- Heat Resistance: Stainless steel retains heat, leading to rapid tool wear and potential breakage.
- Toughness: The material’s toughness can cause significant stress on the taps, resulting in premature tool failure.
Solutions
- Specialized Taps: Taps designed specifically for stainless steel, such as those with cobalt content or specific coatings, enhance performance.
- Optimized Speeds and Feeds: Adjusting speeds and feeds to minimize heat generation and prevent work hardening.
- Coolants: High-performance coolants effectively dissipate heat and lubricate the cutting zone.
4. Titanium
Challenges
- High Strength-to-Weight Ratio: Titanium’s high strength and low thermal conductivity make it difficult to tap, causing significant tool wear and heat buildup.
- Galling: Titanium’s tendency to gall can lead to poor surface finish and tool failure.
Solutions
- Coated Taps: Taps with high wear resistance coatings like TiAlN (Titanium Aluminum Nitride) improve tool life and performance.
- Reduced Cutting Speeds: Lower cutting speeds manage heat generation and prolong tool life.
- Lubrication: Adequate lubrication minimizes galling and reduces friction during tapping.
5. Cast Iron
Challenges
- Brittleness: Cast iron’s brittleness leads to the production of small, abrasive chips that cause tool wear.
- Porosity: The presence of porosity can result in inconsistent thread quality and increased tool wear.
Solutions
- Carbide Taps: Carbide taps offer better wear resistance and performance in cast iron.
- Dry Tapping: Cast iron can often be tapped without lubrication due to its graphite content, which provides natural lubrication.
- Controlled Speeds: Optimized cutting speeds minimize the impact of porosity and ensure consistent thread quality.
Conclusion
CNC tapping is a precise and demanding process that varies significantly depending on the material being machined. Understanding the specific challenges associated with different materials such as steel, aluminum, stainless steel, titanium, etc, and implementing appropriate solutions is crucial for achieving high-quality threads and prolonging tool life.