Compound and Progressive Dies for Stamping Part Production
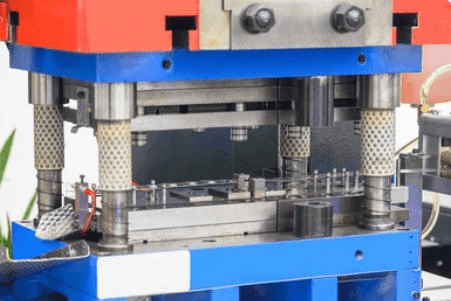
For modern manufacturing industries, stamping has emerged as an essential method for manufacturing precision metal components cost-effectively. At the heart of the stamping process are compound and progressive dies, which enable higher productivity, greater accuracy, and broader processing capabilities. At this point, understanding the design, functioning, applications and distinctions of compound and progressive dies, has become a necessity for manufacturers seeking efficient metal stamping processes.
Table of Contents
What are Compound Dies
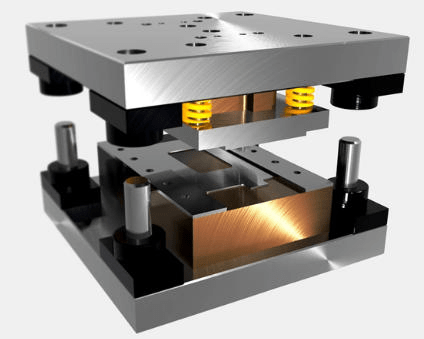
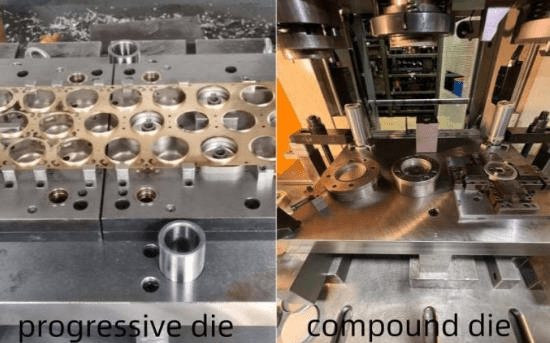
Compound dies are metal stamping tools which have the capacity to execute a number of different operations on a workpiece. This is quite different from the work a standard metal die does – which is one operation at a time. Compound dies split the processes of forming, blanking and piercing onto a step to increase overall accuracy in production.
Working Process
This chart shows how a compound die completes multiple operations in a single press stroke, emphasizing efficiency and precision.
| Step | Description |
| 1. Metal Sheet Placement | A metal sheet is positioned between the upper and lower sections of the compound die. |
| 2. Press Stroke Initiation | The press descends, bringing the punch into contact with the metal sheet. |
| 3. Simultaneous Operations | Multiple operations, such as blanking, piercing, or forming, are performed at the same time in a single stroke. |
| 4. Part Separation | The shaped part is separated from the sheet, while scrap remains in the die. |
| 5. Part Removal | The finished part is ejected or removed from the die, ready for the next process or assembly. |
Advantages
- Enhanced Productivity: In one stroke, multiple operations are completed, thus drastically reducing cycle time.
- High Accuracy: Operations are completed while the part is in a stationary position, ensuring accurate dimensions.
- Lower Manipulation: Minimal workpiece movements decreases the chances of damage or misalignment.
- Cost-effective for Simple Parts: For parts requiring two or three operations, compound dies are often cheaper and simpler than progressive dies.
Limitations
- Limited Complexity: They are unsuitable for complex parts that require many sequential operations.
- Part Size Restriction: Larger workpieces become cumbersome and difficult to handle and align within a single die.
- Maintenance Problems: One operation’s misalignment or wear impacts every operation and thus requires meticulous upkeep and adjustment.
- Reduced Design Flexibility: An design change to the part will greater than likely design to the die itself.
What are Progressive Dies
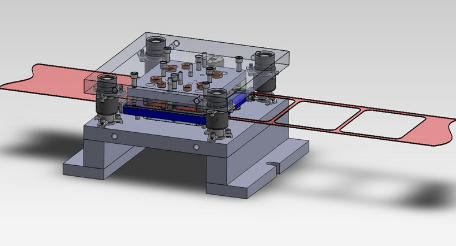
Progressive dies are a type of stamping die used to produce intricate metal parts in an efficient manner. They are used in mass production of parts, where the metal strip is cam fed through a series of stations, and each die executes its preset operations in a specific sequence.
Working Process
This chart highlights how progressive dies shape a part gradually, allowing multiple sequential operations for complex components while maintaining high efficiency and consistency.
| Step | Description |
| 1. Metal Strip Feeding | A continuous strip of metal is fed into the progressive die. |
| 2. First Station Operation | The first station performs an operation such as blanking or cutting the outline of the part. |
| 3. Sequential Station Operations | The strip advances incrementally, and each subsequent station performs a specific operation like piercing, bending, forming, or trimming. |
| 4. Progressive Shaping | The workpiece is gradually transformed as it moves through all stations, with each feature completed at the designated station. |
| 5. Finished Part Ejection | After passing through all stations, the fully formed part is separated from the strip and removed, while the remaining strip or scrap continues through the die. |
Advantages
- High Efficiency: It shortens cycle time for large volume production due to multiple sequential operations on one continuous strip.
- Complex Part Capability: It can fabricate complicated components that have multiple geometric features such as holes, bends, trims, and others.
- Consistency and Repeatability: Uniform quality across all parts is ensured as each workstation carries out one defined operation.
- Optimized Material Usage: Less material is wasted and more is used due to effective strip arrangement.
- Reduced Handling: It enhances safety and speed as manual work is reduced owing to the automated feeding system.
Limitations
- High Tooling Investment: The investment needed for the multi-stage die is steep, owing to the intricate and complex die.
- Setup Alignment: The quality of the entire production lot can be negatively affected by misalignment on any one of the stations.
- Not Ideal for Small Production Runs: Small production runs often end up losing money due to the high setup investments.
- Restrictions on Size of Parts: Parts with large dimensions, or an irregular shape to be matched with unlimited continuous strip feeding, will not be fit.
Key Differences Between Compound and Progressive Dies
| Feature | Compound Dies | Progressive Dies |
| Operations per Stroke | Multiple operations in a single press stroke | One operation per station; performed sequentially |
| Part Complexity | Suitable for simple parts with few features | Handles complex parts with multiple features |
| Production Speed | Moderate to high, depending on part complexity | High-volume production due to continuous strip feed |
| Material Handling | Minimal, part stays in place during operations | Requires precise strip feeding through all stations |
| Tooling Cost | Lower for simple designs | Higher due to multiple stations and complexity |
| Accuracy and Consistency | High for simple parts | High for complex parts; consistent across all parts |
| Maintenance | Simpler but misalignment affects all operations | Complex; misalignment in one station affects the entire run |
| Best Application | Small to medium, simple parts | Large-volume, intricate parts with multiple features |
Key Factors to Consider for Choosing Between Compound and Progressive Dies for Stamping Part Production
Choosing the right die is important for maximizing efficiency, guarantee precision, and minimize costs in thew production of metal stamping parts.

- Part Complexity
Primarily, the complexity of the part is the key consideration Fin stamp dies work best with less intricate parts where several operations can be done in one press stroke. These dies work well with parts that have few features; small holes, small bends, or basic shapes. Progressive dies are used with more intricate parts that require several operations done in the sequence of piercing, forming, bending, and trimming. Progressive dies are used with designs that have many operations and complex shapes as each die in the sequence works in a separate operation.
- Production Volume
Another critical factor is production volume. For Fin stamp dies, the versatility in designs allows them to be used in moderate to high volume production of simple parts due to the stamp cycle time reduction on the die. Progressive dies are favorable with very high volume production where parts can be arranged in a continuous strip and processed by dies in a sequence. For very small production runs, the Fin stamp die is more economical because the tooling investment is less.
- Precision and Tolerances
Selection of dies is influenced by the finishing part’s precision requirements. Simple parts received by compound dies and finished in one stroke in high volume, due spend most of their time in high handling and alignment errors. For complex parts, progressive dies achieve maximum accuracy by controlling numerous features and dimensions in large production runs.
- Material Handling and Waste Reduction
Material handling efficiency as well as the accuracy in the use of material is of primary importance. During order of operations, compound dies reduce handling time when the workpiece is in high volume due to being stationary. Progressive dies automate feeding and production in a high flow sequence by using optimized arrangements and lower scrap levels.
- Tooling Costs and Maintenance
Tooling expense and the costs to maintain the system also matter. In compound dies, complex designs suffer due to high costs and loss of alignment due to having multiple stillhead and controlled strokes. Progressive dies are complex compounds and take higher investments, but are efficient and low in risk due to having maintained production accuracy. And they liberally smoothen production in high volume of complicated parts.
- Part Size and Shape
The part size and shape are positioned facets as well. Compound dies pertain to smaller and uncomplicated pieces only. On the other hand, very large or oddly shaped parts are better suited to other processes. Some dies progressively work with parts that are fed as strips. However, sizes that are especially large or oddly shaped phrase challenges to strip feeding and station alignment, even to lower feeds.
Summary
Both compound and progressive dies are remarkable tools that allow for mass production of the metal stamping parts for the backbone of the modern industry.
- For flat pieces that are precise and accuracy is critical, volume is manageable, compound dies are recommended.
- Progressive dies are intended for high and complex volume parts that subsidise the initial high investment after prolonged usage.
Final Thoughts
Compound and progressive dies are essential in the metal stamping operations. The selection of the correct type of die depends on the part intricacy, quantity to be produced and the precision required. Understanding the differences between them and their applications can give the manufacturer better productivity, lower costs, and high quality customized stamping parts.