How To Improve The Fatigue Life Of Bolts?
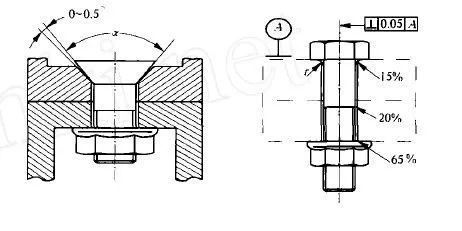
The probability of fatigue failure of threaded connections before strengthening is: 65% of the failure occurs in the first buckle connected with the nut, 20% of the damage occurred at the end of the screw thread, and 15% of the damage occurred at the transition round corner between the bolt head and the screw. In order to improve the fatigue life of bolts, measures can be taken in the shape and process of bolts. This article introduces several effective processes.

Improving Thread Fatigue Performance To Improve Fatigue Life Of Bolts
Adopting the rolling thread process, due to the effect of cold work hardening, there is residual compressive stress on the surface layer, which can make the metal fiber line inside the bolt reasonable and not cut off and the bolt fatigue strength can be 30%~40% higher than that of turning thread. If the thread is rolled after heat treatment, the surface of the part is strengthened and the residual pressure layer is obtained, the fatigue life of the material surface can be increased by 70%~100%. This process also has the advantages of high material utilization, high productivity, and low manufacturing cost.
Strictly Controlling The Ending Size To Improve Fatigue Life Of Bolts
The transition zone between the bolt thread and the polished rod is one of the important fatigue sources. Strictly controlling the shape of the transition zone according to the ending size is an important measure to improve fatigue life. Therefore, when designing and manufacturing the thread rolling wheel, the end must be strictly polished according to the standard, and the thread rolling position must be strictly controlled during thread rolling.

Avoid Additional Bending Stress To Improve Fatigue Life Of Bolts
Due to poor quality of design, manufacturing, and assembly, an eccentric load of bolts will be caused. The eccentric load will cause additional bending stress in the bolt and greatly reduce the fatigue strength of the bolt. Therefore, corresponding measures should be taken from the structure and process to avoid the generation of additional bending moments.
(1) The counterbore angle of bolts shall be accurate.
(2) The bearing surface of the bolt shall be flat and perpendicular to the axis of the bolt hole.
(3) For mounting holes with a hexagonal head on the workpiece, the chamfer of the hole shall comply with international regulations.
Preload Assembly To Improve Fatigue Life Of Bolts
Pretightening force is one of the most concerning problems in threaded connection. Theory and practice have proved that the rigidity of bolts and connected parts remains unchanged, only the preload is properly increased, and the anti-fatigue performance is significantly improved. For this reason, it is important to accurately control the preload and keep it unchanged. The pre-tightening stress is controlled by the torque wrench or preload stress indicating washer. There are different requirements for preload stress under different conditions. In recent years, a new method of bolt connection has occurred, that is, to pre-tighten the bolt to the yield point, so that the bolt works in the plastic region. For the important preload stress anti-fatigue connection, the fatigue life test of different preload stress should be carried out to determine the correct and usable value of preload stress.

Summary
This article summarizes some specific processes to improve the fatigue life of bolts. Some of them have been verified in practical applications and some empirical data and conclusions still need to be further explored and supported in theory. Comprehensive measures must be taken to improve the anti-fatigue performance of bolts, and any single measure cannot meet the need for overall fatigue resistance.