A Simple Guide to Screw Thread
What is screw thread?
Screw Thread refers to a continuously raised portion of a helical shape and of a specific cross-section made on the surface of a cylindrical or conical base.
Classification of screw thread:
Screw threads can be divided into cylindrical threads and conical threads according to their parent shape.
According to its position in the parent body, it is divided into external thread and internal thread.
According to its cross-sectional shape (tooth type), it is divided into triangular thread, rectangular thread, trapezoidal thread, serrated thread, and other special shape threads.
The role of the screw thread:
1. Fastening and connecting functions: such as most screw products.
2. Sealing function: such as the connection sealing of pipelines.
3. Displacement function: such as a micrometer for quality inspection of dimensions.
Screw thread development:
1. After the first industrial revolution, the British invented the screw-rod lathe, screw die, and taps, which laid the technical foundation for the mass production of threads.
2. In 1841, the British Whitworth proposed the world’s first thread standard (characteristic code BSP, BSW, BSF). As a result, the screw thread standard technical system was born.
3. In 1905, British Taylor invented the principle of thread gauge design (Taylor principle). The United Kingdom became the first country in the world to fully master the technology of thread processing and testing, and the inch thread standard was the first to be recognized worldwide.
4. After the Second World War, the American thread was transformed into a unified thread standard (characteristic code UN) used by the Allies in World War II. The American pipe thread standard is independently developed by the Americans, and together with the British pipe thread, it constitutes the two major standards of the pipe thread in the world today.
5. The metric common thread (code M) standard is the standard formed after the American thread. Metric thread standards are widely used around the world and are incorporated into ISO standards. When the metric system of units was determined as the international legal unit of measurement, the status of the metric common thread in the international standard was further improved.
Machine Screw → Self Tapping Screw → Self Drilling Tapping Screw
Machine screw thread: When assembling, first drill and tap teeth on the assembly and the internal thread to be tapped should be the same as the external thread of the screw, and use a small torque for assembly.
Self-tapping screw thread: When assembling, drill holes on the assembly first, without tapping the inner teeth, and use a large torque to assemble.
Self-drilling tapping screw thread: used directly on the assembly, the screw drilling and tapping are formed at one time.
Screw thread processing method:
The screw thread processing method was mass-produced after the British invented the screw-rod lathe, screw dies, and taps. Later, the processing methods of threads became more, such as thread turning, thread milling, thread rolling, etc.
Screw thread turning
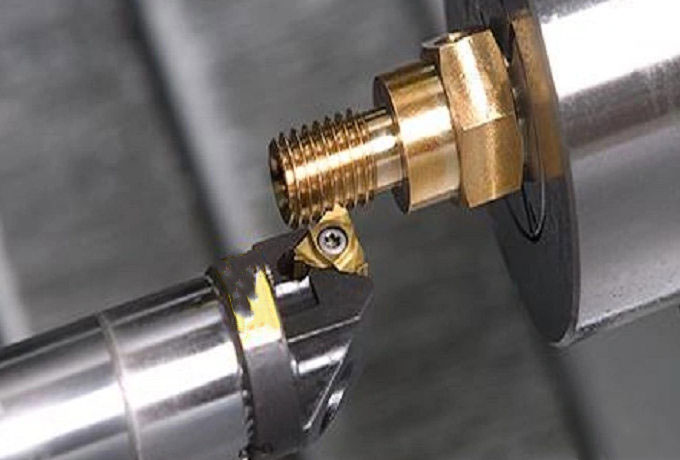
The tools for screw thread turning are cost-effective and the machining techniques are easy to master. However, the processing efficiency is relatively low, and it can only be applied to the processing of threaded parts in small and medium batches.
Screw thread milling

Scrwe thread milling is a new machining method after thread turning
- Advantages of screw thread milling
Screw thread milling is suitable for machining special-shaped parts that are not suitable for rotation, and most of them are used in machine tools and compound machining machines with milling functions. It can not only ensure high-precision thread tolerances but also complete the machining of parts in one clamping.
- Disadvantages of screw thread milling
The processing efficiency is low, the processing cost is high, and it is not suitable for the processing of batch parts.
Screw thread rolling

Screw thread rolling processing is suitable for the production of large batches of standard parts. Roll forming has some specific advantages over cutting threads. It is a processing method that uses a roll-forming die to plastically deform the workpiece to obtain a thread. According to the different rolling dies, thread rolling can be divided into two types: thread rolling plate processing and thread rolling roller processing.
Screw thread rolling wheel processing
The thread rolling process uses two thread rolling wheels for counter-rolling (three-wheel thread rolling has appeared for hollow parts in recent years).
- Advantages of thread rolling wheel
It is much more efficient than thread turning when machining threaded parts with less complex shapes.
- Disadvantages of thread rolling wheel
It is difficult to ensure that when there is a shape and position tolerance between the thread and other positions of the part, so when the threaded part has precision requirements, it has to continue to use the turning method for thread processing.
Screw thread rolling plate processing
Screw thread rolling processing is performed by rolling with a thread rolling plate
- Advantages of thread rolling plate processing
It is suitable for thread processing of high-volume standard connection fasteners, and its efficiency is the fastest in current thread processing and the processing cost is the lowest.
- Disadvantages of thread rolling plate processing
It is only suitable for processing standard parts with low precision requirements and is not suitable for processing parts.
Conclusion
KENENG can provide a large number of standard stock fastener products, of course, can also be customized according to your drawings and specific needs. If you have any questions or needs, please contact us and our professional customer service staff will answer your questions.










