Progressive Die Stamping vs. Deep Drawing for Stamping Part Production
In the manufacturing field, metal stamping is employed in the production of high precision components for automobile industries, electronics, house appliances, and industrial equipment. Among many forms of stamping available, progressive die stamping and deep drawing are two common methods for producing complicated metal stamped components. Each technique has its characteristics and features, and they may be employed most appropriately for their designated applications. Knowing the characteristics of these two processes enables manufacturers to select the most effective, cost-efficient production method for specific metal stamping parts.
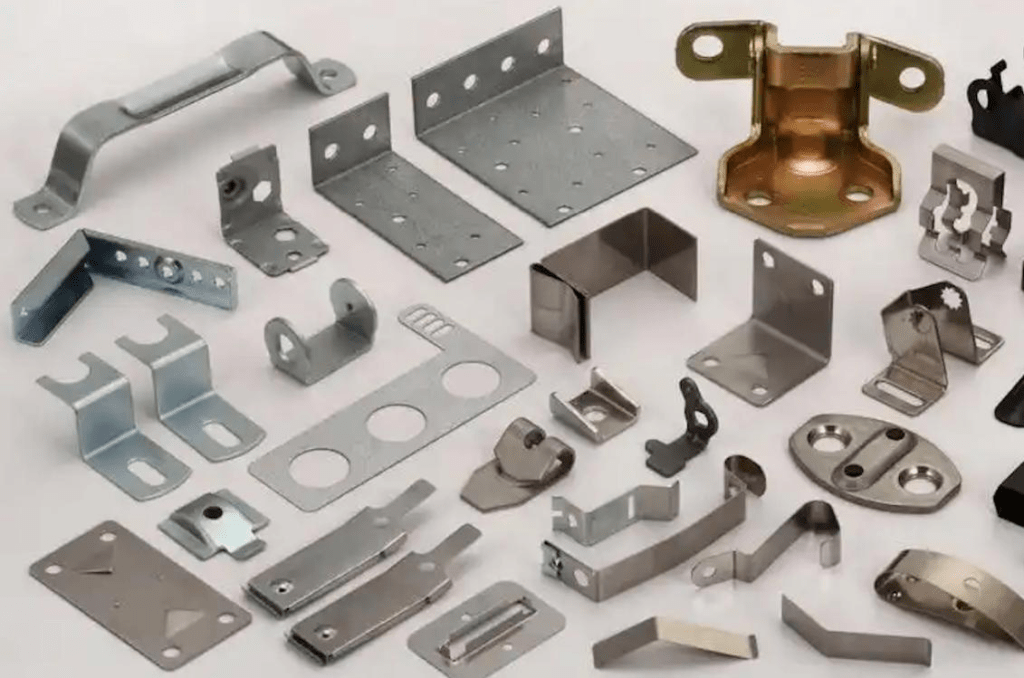
Table of Contents
Understanding Progressive Die Stamping
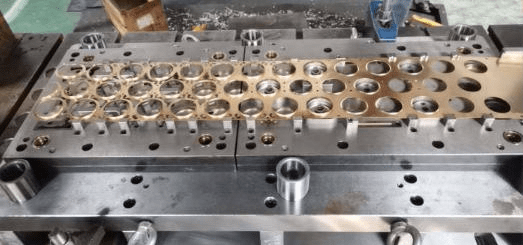
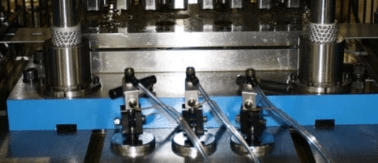
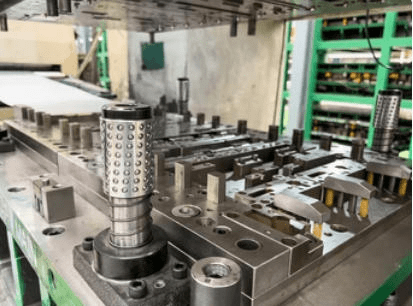
Progressive die stamping is a widely acknowledged process in the manufacture of high-volume stamping parts. In this method, a continuous strip of sheet metal is pushed through a series of stations within a single die set in a stamping press. Each of the stations in such a line does a specific operation, such as punching, cutting, bending or forming, moving the strip forward with each press stroke. By the time it reaches the final station, a complete part has been separated from the strip of material.
Through the tight integration of several operations in one die, progressive die stamping gives manufacturers an efficient and consistent means of producing complex metal components. Such a process is extensively applied in the production of automotive, electronics, appliances, and industrial equipment.
Advantages
- High Production Efficiency: Continuous production is the most significant advantage of progressive die stamping, as the metal strip moves automatically through each station with every press stroke. The production run can now have a large number of parts to account for the tremendous speed of the process and suitability for mass production.
- Excellent Dimensional Consistency: Once the die is properly designed and calibrated, the individual stations perform their specific operations with high precision. Thus, the operational system guarantees the production of end products that comply with strict requirements for dimensional tolerances and quality all across the production run.
- Integration of Multiple Operations: Several different steps of manufacture, including punching, bending, forming, and trimming, can be integrated in a single die set. The most considerable savings are probably made in secondary processing and reduction in lead time for production.
- Lower Labor Requirements: A system that largely runs on automation will mean a reduction in manpower demand for menial work during production; this will also decrease the labor cost and improve productivity.
- Efficient Material Utilization: In progressive die stamping, the continuous strip of the metal that is used in the die can be laid out such that some thought is given to minimizing waste. If the strip of material is nested in an efficient manner, it can lead to better usage of the raw material to a significant extent.
Limitations
- High Initial Tooling Cost: The design and manufacture of progressive dies demand significant investment, as the complexity and tolerance are higher than those of simple tools, which is typical in most higher production processes. Therefore, for very small volumes of production, in some instances such investment might never be cost-justified.
- Not Good for Deep or Complex Shapes: By and large progressive die stamping is confined to areas where parts are moderate in size and are relatively flat and require minimal deformation to be done. For those parts that involve very deep or extensive deformation shaping, other methods conclude l’c deep drawing.
- Complex Die Design and Development: The design for progressive die requires careful selection of operations for every station relevant to the margin of operations of the other operations. Designing such tooling requires considerable time and engineering expertise.
- Difficulty in Design Changes: It is quite cumbersome and loses a good portion of the changes from all to part when the products are in order instead of during or next to the progressive die. Changes are normally more feasible in a subsequent operation after their insertion; few are expected to be made directly to tools or should be considered. Changes, as such, may include tools rework or design of a brand new die altogether.
- Material Thickness and Size Requirements: Thickness of the material marketed is generally of medium-thin to medium thickness sheet metal. Actually, with very thick or very large ones the alternative procedures for forming would become essential.

Understanding Deep Drawing
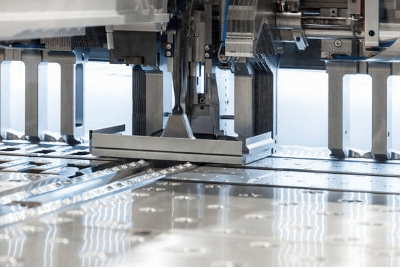
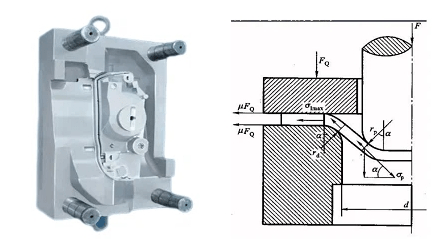
Deep drawing is a metal forming technique used to convert flat sheet metal blanks into dinosaurs or hollow shapes. In this process, a sheet metal blank is placed over a die cavity and pressed in by a punch. Metal flows into the die under the action of a blank holder, where the final shape is formed. Notable products made through such a process are cups, cylinders, or box-like structures too
It is called deep drawing when the drawn part’s depth is more than its diameter. This process is mainly used to fabricate parts necessitating a seam less hollow structure and considerable mechanical integrity. Examples of such applications in the practical field include vehicle fuel tanks, kitchen sinks, beverage cans, metal housings, and all sorts of industrial containers. Deep drawing is particularly enjoyed by ductile materials of high impact strength such as stainless steel, aluminum, brass, and low carbon steel.
Advantages
- Ability to Produce Complex Hollow Shapes: The complexity of the object moulded in deep drawing can reach real cylindrical, square, and irregular hollow shapes encompassing both odd and many faces that may have been impossible or expensive to manufacture with other stamping process technologies. Because of this, deep drawing is very desirable for container and structural housing production.
- High Strength: Deep-drawn stamped products avoid welded joints or weak spots to improve their mechanical performance. In many applications, complete seamless deep-drawn parts are a more robust construction compared to joined assemblies.
- Efficient Material Usage: Deep drawing is generally a low wastage form of metal shaping since, under pressure, metal flows and stretches into the corners of the die.
- Smooth Surface Finish: The controlled forming process helps get smooth surfaces and uniform wall thickness, suitable for both purely decorative or enhanced functional requirements.
- Best Suited for Mass Production: Deep drawing, designed and optimized for tooling, can help in creating a high-volume production environment, possibly with the maintenance likewise of consistent product quality.

Limitations
- Material Requirement: A favorable temperament of material for deep drawing is a preferable ductility performance in which metals can stretch without breaking and forming defects. Material with low elongations may result in cracking during the operation.
- Formation of Defects: An ill-designed process causes defects such as wrinkling, tearing, and uneven wall thickness. Proper control of force balance, in terms of pressure on the blank holder and the punch, must be maintained by keeping the lubrication system in a state of cooperation.
- Multiple Drawing Stages May Be Needed: Many times, a deep-drawn product of substantial depth or complex geometric figure may need more than one drawing operation. Such an addition escalates production time and tooling dimensions.
- High Tooling and Setup Requirement: Deep drawing is a prudent method for creating large quantities of products economically but remains exclusive due to the need for advanced designing and engineering for making dies and punches.
- Limitations on Shape Complexity: However, some geometries and features deeply difficult to produce such a thing by deep drawing have to be so; a few secondary operations might include a trimming, piercing, or flanging.
Key Differences Between Progressive Die Stamping and Deep Drawing
| Aspect | Progressive Die Stamping | Deep Drawing |
| Process Principle | A continuous metal strip passes through multiple die stations, where different operations are performed sequentially in one press cycle. | A flat sheet metal blank is pressed into a die cavity by a punch to form a hollow or deep shape. |
| Part Geometry | Best suited for flat or moderately formed parts with bends, holes, and cut features. | Designed for deep, hollow, or cup-shaped components with significant depth. |
| Material Flow | Material moves progressively through die stations as a strip. | Material is stretched and drawn into the die cavity to form depth. |
| Production Speed | Very high; multiple operations occur simultaneously during continuous stamping cycles. | Moderate to high; may require multiple drawing stages for deeper parts. |
| Tooling Structure | Uses a complex multi-station progressive die with integrated operations. | Uses a punch, die, and blank holder specifically designed for drawing operations. |
| Initial Tooling Cost | Typically high due to complex die design and multiple stations. | Moderate to high depending on part depth and number of drawing stages. |
| Material Utilization | Efficient strip layout can reduce waste, but some scrap is generated from punching operations. | Generally efficient because the metal blank is formed rather than heavily cut. |
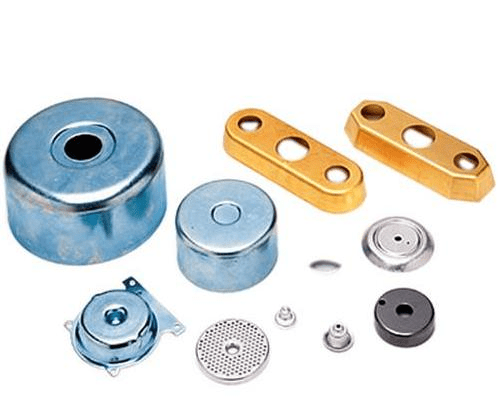
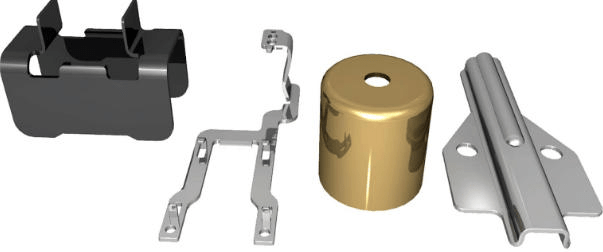
| Typical Applications | Electronic connectors, brackets, clips, automotive small components. | Beverage cans, kitchen sinks, automotive fuel tanks, metal housings. |
| Part Strength | Strength depends on forming and bending operations; parts may require additional reinforcement. | Often produces seamless parts with strong structural integrity. |
| Suitability for Mass Production | Extremely suitable for high-volume production of small and medium stamping parts. | Suitable for large-scale production of hollow components once tooling is optimized. |

Key Factors to Consider for Choosing Between Progressive Die Stamping and Deep Drawing for Stamping Parts Production
Choosing the right method for metal forming between progressive die stamping and deep drawing is a critical decision in the production of high-quality custom stamped parts. Multiple technical and economic concerns need to be carefully evaluated in order to decide on a process that will lead to a good balance between efficiency, quality and cost.
1. Part Geometry and Structural Design
One of the most critical points of consideration, when comparing progressive die stamping and deep drawing, is the geometrical characteristics of the part. Progressive die stamping is generally used to produce metal components that are basically flat and require bends, holes, and small forming features. Frequently, these components are continuously produced by feeding a sheet strip into the die and altering it step by step.
Deep drawing, on the contrary, is more appropriate for parts that have great depth requirements or are hollow in shape. Deep drawing can well serve the making of distinct varieties of components in cup shape, cylindrical figures, and box shapes from flat metal blanks. Where the depth of the component is greater than the diameter, deep drawing is generally the preferred method.
2. Production Volume and Manufacturing Efficiency
Production volume has an important role to play in determining the form of stamping process. Machine stamping with progressive die is a very efficient process for very large production runs since it integrates multiple operations into one automated process, therefore also leading to less hands-on work. When the die is installed and tuned, a very high continuous production rate can be achieved.
While deep stamping supports mass production, this tooling may include multiple forming stages depending on the depth and complexity of the part. While it could still be efficient for large volumes, production speed is generally lower than it is for simple flat products with progressive die strapping.
3. Tooling Complexity and Initial Investment
On the other hand, here, there’s a major difference. The progressive die stamping system includes a complicated multiple-station die set that conducts numerous operations in sequence (this is 10 stations in this instance). Engineering and tooling commitment required to design and build these dies is significantly high.
A deep-drawing die includes a punch, material region, and blank holder. Design must be configured to control flow and prevent defects; deep drawing systems are by nature much less intricate than progressive dies. However, in cases where drawing depths become excessive or parts come in many shapes, several draw stages would be called for, thus escalating the tooling needs and rising the production costs.
4. Material Properties and Formability
Material properties exert heavy influence on the choice of manufacturing modules. With steel, progressive die-stamping works well because most operations are cutting, bending, or shallow forming. However, deep drawing stamps require materials that show a high degree of ductility and ability to be formed more quickly, without breaking or cracking. Metals frequently used for this process include low-carbon steel, aluminum, brass, certain grades of stainless steel-their ability to multiply deform prevents cracking or tearing.
5. Quality Requirements and Structural Strength
One more critical factor of the final attribute is functional requirements. This would be that, in the design of a component comprising many features, like slots, tabs, and holes, exceptionally suited for high-precision, to-tight-tolerance parts to be made.
Deep drawing is chosen frequently when a part must have a seamless appearance with a high degree of mechanical strength. The deep-drawn parts are full-bodied structures, as they are formed from one single piece without welding or joining, hence enjoying superior structural integrity and durability as compared to their counterparts.
6. Process Flexibility and Design Modifications
Another manufacturing criterion would be process flexibility. A progressive die will get optimized to the part produced, thus, when in operation, the part is being very well manufactured. However, the design changes would seriously suffer from change, in addition to the cost, if one wishes to update a tool of multiple stations.
Deep draw processes are more flexible for some modifications, mainly when the additional operations are needed. In that case, you can’t avoid some design changes that will require inputs at the tooling or forming parameters.
Summary
- Progressive die stamping is generally the preferred solution for high-speed production of flat or moderately formed components with multiple features.
- Deep drawing is more suitable for producing hollow or deep components which require seamless construction and high structural strength.
Final Thoughts
As the industries keep demanding lighter, stronger and more complex metal parts, both progressive die stamping and deep drawing would go a great way to ameliorate. Understanding the strengths and limitations of each process allows the best choice that suits the stamping part production needs.