What Are The Fastening Methods Of Flange Screw?
Flange screw mainly consists of hexagonal head, flange plate and screw stem, which needs to be matched with nuts, used to fasten and connect two parts with through-holes. Flange screws and bolts are widely used in highway and railway bridges, including industrial and civil construction, cranes, excavators and other heavy machinery.
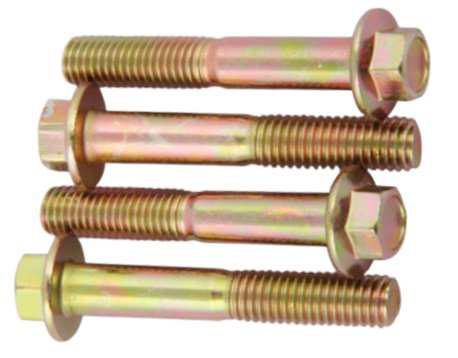
Commonly Used Flange Screws
There are two kinds of hexagonal flange bolts, one is flat and the other is concave. The surface is white, military green, color yellow, and never rusty dacromet. There are also two types of flat bottom and toothed bottom. The toothed plate plays an anti-slip role. According to the stress mode of the connection, it can be divided into ordinary and reamed holes. The flange screws for reaming holes should match the size of the holes and be used when subjected to transverse force. In addition, in order to meet the need of locking after installation, there are holes in the rod, which can prevent the bolt from loosening when subjected to vibration. Some flange bolts have no thread and the polished rod should be made thin, which is called thin rod flange bolt. This kind of flange bolt is conducive to the connection under variable force. There are special high-strength bolts on the steel structure. The head will be larger and the size will also change.

Material Classification Of Flange Screws
High carbon steel with carbon content>0.45%
This hexagon flange bolt product material is basically not used in the market at present.
Medium carbon steel with 0.25% carbon content
Used for hex head screw, the medium carbon steel materials are called 1035, CH38F, 1039, 40ACR, etc. Mainly used for Grade 8 nuts, Grade 8.8 bolts and Grade 8.8 hexagon socket products.
Low carbon steel with carbon content ≤ 0.25%
It is also called steel of 1008, 1015, 1018, 1022. It is mainly used for grade 4.8 bolts, grade 4 nuts, small screws and other products without hardness requirements.
Alloy steel
The hexagon flange bolts are mainly made of SCM435 chrome-molybdenum alloy steel, and the main components are C, Si, Mn, P, S, Cr and Mo.

Fastening Methods And Requirements Of Flange Screws
The torsionless ring wrench or hammer wrench
It is applicable to the fastening of general equipment and pipeline flanges and is selected according to the screw size and flange pressure grade.
The fastening requirements are as follows
1. Tighten the set screw by hand, then insert other stud screws and tighten them to balance the load, ensuring that at least two threads are exposed at each end of the nut.
2. According to the on-site equipment and flange, the number of tightening times and the hammering load for each tightening shall be reasonably determined. The hammering load shall be tightened from small to large. The load cannot be loaded too fast or too large, and the seal of the washer will fail.
3. The sequence of each tightening of the torsionless ring wrench or hammer wrench
- Tighten the two diametrically opposite screws to the set hammer load of the screw.
- Tighten another pair of screws about 90 degrees away from the previous two screws along the circumference.
- Continue tightening until all other screws are tightened to the specified hammer load
4. Finally, tighten all screws clockwise or counterclockwise according to 100% hammering load.

Torque wrench
It is suitable for important equipment and pipe flanges which are high temperature and pressure, flammable and explosive.
The fastening requirements are as follows
1. The maintenance unit needs to formulate a fastening plan, formulating a suitable torque, and carry out a design review based on the screw strength, the initial sealing specific pressure of the washer, the working sealing specific pressure, the medium pressure and other parameters, to prevent the screw fracture and the washer losing elasticity due to excessive compression force leading to seal failure.
2. Tighten the set screw by hand, then insert other stud screws and tighten them to balance the load, ensuring that at least two threads are exposed at each end of the nut.
3. According to the on-site equipment and flange, the tightening times and tightening torque shall be reasonably formulated according to the calculation of tightening one circle. The tightening torque shall be tightened from small to large in order. The load shall not be loaded too fast or too large to prevent washer sealing failure.
4. The sequence of torque wrench tightening each time
- a. Tighten the two diametrically opposite screws to the set torque of the screws
- b. Tighten another pair of screws about 90 degrees away from the previous two screws along the circumferencec.Continue tightening until all other screws are tightened to the specified torque.
5. Finally, tighten all screws clockwise or counterclockwise according to 100% torque value.
6. Record the torque value for future maintenance.
Screw stretcher
It is applicable to important equipment and pipe flanges which are high temperature and pressure, flammable and explosive.
The fastening requirements are as follows:
1. The maintenance unit shall formulate the fastening plan, formulating the appropriate stretching force, and carry out the design review according to the screw strength, the initial sealing specific pressure of the washer, the working sealing specific pressure, the medium pressure and other parameters, to prevent the screw fracture and the washer losing elasticity due to the excessive compression force leading to seal failure.
2. When the screw stretcher stretches and tightens the screws, it shall stretch and tighten the screws according to the principle of screw tightening uniformity and the tightening sequence of torque wrench.
3. During the tensile and tightening process of the screw stretcher, the number of tensioning and tightening times shall be reasonably determined, and the pressure shall be increased evenly from small to large in order. When the pressure is increased, the pressure shall be stabilized and then increased, so as to avoid excessive impact tension and affect the pre-tightening effect of the screw.
4. Record the pressurization value for future maintenance.